
技术摘要:
根据本发明的一个方面的具有优异的表面外观的热轧热浸镀锌钢板可以包括基础钢板和镀锌层,所述镀锌层可以包括在从所述镀锌层的表面到100nm以内形成的连续的Al富集层。
背景技术:
热浸镀锌钢板是指通过热浸镀而在基础钢板表面形成有镀锌层的钢板,热轧热浸 镀锌钢板是指通过热浸镀而在热轧钢板表面形成有镀锌层的钢板。通常,热轧热浸镀锌钢 板可以通过诸如氧化皮清除(scale breaking)、酸洗、热处理、镀浴浸渍和空气擦拭(air wiping)处理的一系列工艺来制造。 酸洗工艺是为了去除在热轧过程中形成的氧化皮(scale)而实施的工艺,主要利 用使用酸性溶液去除热轧钢板表面的氧化皮的化学酸洗工艺。在这样的化学酸洗的情况 下,由于主要使用硫酸或盐酸等强酸性溶液,因此对环境有害,并且随着反应时间的增加而 严重腐蚀母材。因此,需要一种能够有效去除热轧钢板表面的氧化皮的同时使环境污染问 题最小化的氧化皮去除技术。 另外,空气擦拭工艺是在浸渍在镀浴中后通过喷射高压流体来调节镀覆钢板表面 的镀覆量的必不可少的工艺,但是在镀层的凝固未完成的状态下,向镀层喷射高压流体,因 此可能会导致表面缺陷,例如流痕缺陷。在镀层的表层部上形成流动性相对较低的氧化膜, 并且在镀层的内部存在流动性相对较高的热浸锌,因此沿镀层的厚度方向产生流动性的差 异。从气刀装置喷射的高压流体到达镀层的表层部,导致在氧化膜中形成龟裂,镀层内部的 熔融锌可通过在氧化膜中形成的龟裂而暴露于外部。在通过气刀装置之后,镀层立即迅速 凝固,因此,在镀层的表层部中连续出现谷和峰的形状的流痕缺陷。 现有技术中,为了防止流痕缺陷,提出了一种技术,该技术通过引入用于形成非氧 化性气氛的密封箱(sealing box)来防止氧化膜本身的形成。但是,虽然通过引入密封箱可 以在一定程度上抑制在镀层的表层部上形成氧化膜,但是设备结构变得过于复杂,并且为 了容易排出蒸发的锌而在镀浴与密封箱之间存在间隙时,由于外部空气与镀浴之间的反 应,在镀浴的表面会产生过多的浮渣,反而会降低镀覆钢板的表面质量。 专利文献1提出了一种技术,该技术在镀层形成后通过平整轧制来机械去除流痕 缺陷,而不是抑制流痕缺陷本身的产生。但是,为了去除流痕,需要以尽可能高的压下力对 钢板进行加压,因此损坏正常镀层和镀层剥离的风险很高。因此,迫切需要引入一种能够有 效抑制镀层表面的流痕缺陷以防止镀覆钢板的表面质量降低的技术。 (专利文献1)韩国公开专利公报第10-2001-0060423号(2001年07月07日公开)
技术实现要素:
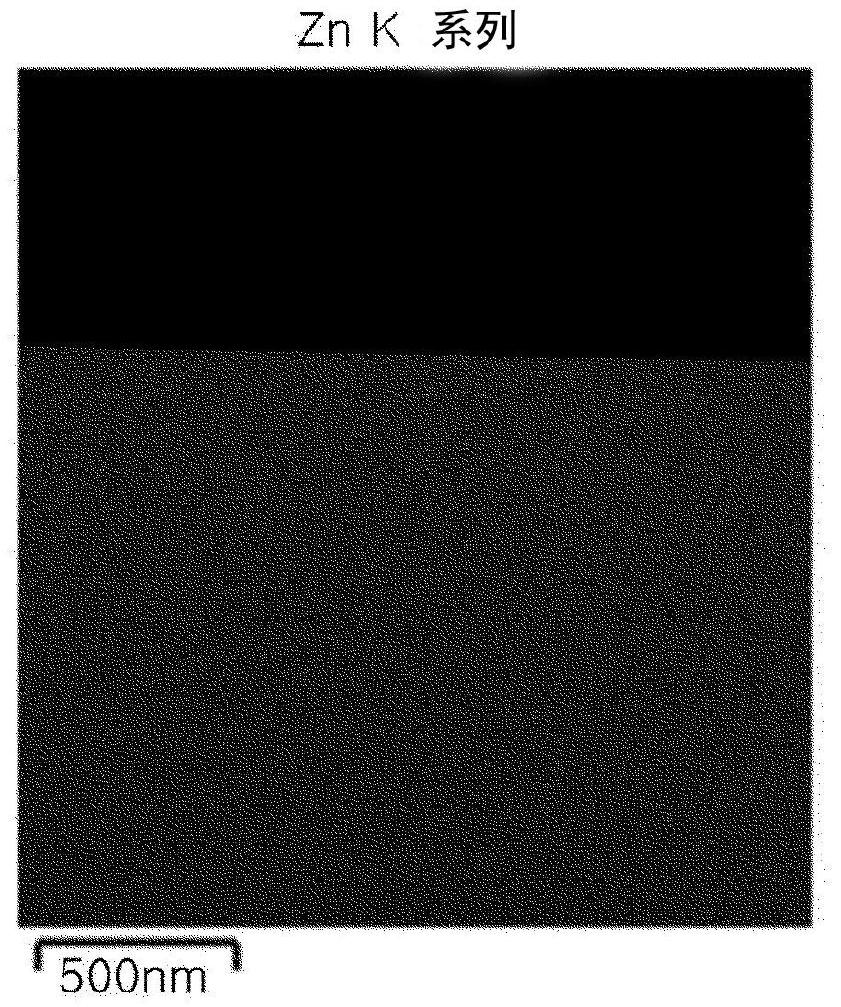
(一)要解决的技术问题 根据本发明的一个方面,可以提供一种具有优异的表面外观的热轧热浸镀锌钢板 及其制造方法。 4 CN 111587298 A 说 明 书 2/10 页 本发明要解决的技术问题不限于上述内容。从本说明书的整体内容,本领域技术 人员将不难理解本发明的附加的技术问题。 (二)技术方案 根据本发明的一个方面的热轧热浸镀锌钢板可以包括基础钢板和镀锌层,所述镀 锌层可以包括在从所述镀锌层的表面到100nm以内的深度形成的连续的Al富集层。 所述Al富集层可以是氧化铝(Al2O3)层。 所述Al富集层的厚度可以为50nm以下(不包括0nm)。 以中心线平均粗糙度(Ra)为基准,形成与所述镀锌层之间的界面的所述基础钢板 表面的表面粗糙度可以为0.7μm~2.5μm。 以重量%计,所述镀锌层可以包含0.2%~0.6%的Al及余量的Zn和其他不可避免 的杂质。 根据本发明的一个方面的热轧热浸镀锌钢板可以通过以下过程制造:以第一延伸 率拉伸基础钢板,以在所述基础钢板表面的氧化皮中产生龟裂;对所述基础钢板的表面施 加物理冲击,机械去除所述基础钢板表面的氧化皮;使所述基础钢板的表面与酸性溶液反 应,化学酸洗所述基础钢板的表面;以第二延伸率对所述基础钢板进行平整轧制,以使所述 基础钢板的表面平坦化;以及将所述基础钢板浸渍在以重量%计包含0.2%~0.4%的Al及 余量的Zn和其他不可避免的杂质的热浸镀锌浴中以形成镀锌层。 所述第一延伸率可以为0.2~1.5%。 可以对所述基础钢板的表面实施喷丸处理,机械去除所述基础钢板表面的氧化 皮。 所述喷丸处理可以将平均直径为0.18mm~0.6mm的弹丸以800kg/min~1800kg/ min的平均投射量和65m/s~90m/s的平均投射速度投射。 可以将所述基础钢板浸渍在具有70℃~85℃的温度范围且浓度为5%~20%的盐 酸溶液中15~35秒,化学酸洗所述基础钢板的表面。 所述基础钢板可以通过光辊进行平整轧制,以中心线平均粗糙度(Ra)为基准,所 述光辊的表面粗糙度可以为0.1μm~0.8μm。 以中心线平均粗糙度(Ra)为基准,已平整轧制的所述基础钢板表面的粗糙度可以 为0.7μm~2.5μm。 所述第二延伸率可以为0.5%~2.5%。 所述第一延伸率和所述第二延伸率之和可以为0.7%~4.0%。 所述第二延伸率可以大于所述第一延伸率。 所述基础钢板的所述热浸镀锌浴的浸渍温度可以为450℃~500℃。 (三)有益效果 根据本发明的一个方面,可以提供一种有效抑制镀锌层表面的流痕缺陷的产生, 从而具有美观的表面外观的热轧热浸镀锌钢板及其制造方法。 根据本发明的一个方面,可以提供一种热轧热浸镀锌钢板的制造方法,该制造方 法依次对基础钢板实施机械去除氧化皮和化学酸洗,因此可以最小化用于化学酸洗的化学 溶液的使用,同时有效去除基础钢板表面的残留氧化皮。 5 CN 111587298 A 说 明 书 3/10 页 附图说明 图1至图3是利用聚焦离子束-透射电子显微镜(FIB-TEM)分析根据本发明的一个 方面的热轧热浸镀锌钢板的表层部的结果。 图4至图6是利用FIB-TEM分析具有不连续的氧化铝层的热轧热浸镀锌钢板的表层 部的结果。 最佳实施方式 本发明涉及一种具有优异的表面外观的热轧热浸镀锌钢板及其制造方法,以下, 将描述本发明的优选实施例。本发明的实施例可以改变为各种形式,本发明的范围不应被 解释为限于以下描述的实施例。提供这些实施例是为了向本领域普通技术人员更详细地描 述本发明。 根据本发明的一个方面的热轧热浸镀锌钢板可以包括基础钢板和形成在基础钢 板表面的镀锌层。本发明的基础钢板可以是热轧钢板,但不限于此。可以解释为包括所有的 能够进行镀覆的钢板。 根据本发明的一个方面的热轧热浸镀锌钢板可以包括在镀锌层内从镀锌层表面 到100nm以内的深度连续分布的Al富集层。即,本发明的Al富集层可以在从镀覆钢板的表面 到预定深度沿与镀覆钢板的表面平行的方向连续分布。另外,本发明的Al富集层的厚度可 以为50nm以下(不包括0nm)。即,本发明的Al富集层形成在从镀覆钢板的表面到预定深度, 并且形成为预定厚度,可以沿与镀覆钢板的表面平行的方向连续分布。 本发明的Al富集层可以是氧化铝(Al2O3)层。尽管在本发明的锌镀层中,与Zn的含 量相比,Al的含量相对较小,但是在锌镀层的表层部中可以连续形成富集了氧化铝(Al2O3) 的层。这是因为,Al是与Zn相比具有高的氧亲和性的元素,并且形成镀层时,镀层内的Al移 动到镀层的表层部并与氧结合以形成氧化物。即,在本发明的镀锌层的表层部中,可以在氧 化锌形成之前形成氧化铝层,通过形成连续的氧化铝层,可以抑制氧化铝层表面的锌氧化。 根据本发明的一个方面的热浸镀锌钢板的基础钢板,以中心线平均粗糙度(Ra)为 基准,形成界面的表面的表面粗糙度可以为0.7μm~2.5μm。即,本发明的基础钢板具有以中 心线平均粗糙度(Ra)为基准的表面粗糙度为0.7μm~2.5μm的平坦表面,因此可以使基础钢 板表面的氧化度的偏差最小化,从而形成镀层时可以形成以连续形态分布的氧化铝层。 图1至图3是利用FIB-TEM分析根据本发明的一个方面的热轧热浸镀锌钢板的表层 部的结果。图4至图6是利用FIB-TEM分析具有不连续的氧化铝层的热轧热浸镀锌钢板的表 层部的结果。 图1至图3分别是利用FIB-TEM对根据本发明一个方面的热轧热浸镀锌钢板的相同 横截面进行分析的结果,并分别示出了Zn、Al和O的分布。如图2和图3所示,可以确认Al和O 连续分布在镀锌层的表面侧,并且在镀锌层的表面侧连续形成氧化铝形态的富集层。另外, 如图1所示,可以确认Zn位于氧化铝的下部,因此在氧化铝层的表面几乎不存在Zn。即,可以 确认在氧化铝层的表面形成有缺锌层,因此在镀锌层的表面侧几乎不存在氧化锌。 另一方面,如图4至图6所示,可以确认在形成有不连续的氧化铝层的镀锌层的情 况下,Al和O断续地分布在镀层的表面侧,并且断续地形成了氧化铝层。即,可以确认在氧化 铝层断续的位置发生Zn和O的反应,因此,不均匀的氧化锌暴露在镀层的表面。因此,当在镀 层的表面侧断续地存在氧化铝层时,在浸渍在镀浴中后的空气擦拭作业中,暴露于镀层外 6 CN 111587298 A 说 明 书 4/10 页 部的氧化锌产生龟裂,镀层内部的熔融锌流出到镀层外部,从而可以引起流痕缺陷。 另外,以重量%计,本发明的镀锌层可以包含0.2%~0.6%的Al及余量的Zn和其 他不可避免的杂质。本发明的镀锌层的成分受到在后面描述的热浸镀锌浴的成分的影响, 因此,本发明的镀锌层的组成含量的说明将由在后面描述的热浸镀锌浴的成分的说明来代 替。但是,在通常的热浸镀锌时,镀层中包含的Al含量比镀浴中包含的Al含量高一些,因此, 本发明的镀锌层中包含的Al含量可以比热浸镀锌浴中的Al含量高一些。即,本发明的镀锌 层中包含的Al含量的0.6%的上限是考虑上述情况的含量范围。 根据本发明的一个方面的热轧热浸镀锌钢板在镀锌层的表层部上具有连续的氧 化铝(Al2O3)层,因此,可以有效防止在镀锌层的表面形成不均匀的氧化锌,从而可以有效抑 制在热浸镀锌钢板的表面形成的流痕缺陷。 以下,将更详细地描述本发明的制造方法。 根据本发明的一个方面的热轧热浸镀锌钢板可以通过以下过程来制造:以第一延 伸率拉伸基础钢板,以在所述基础钢板表面的氧化皮中产生龟裂;对所述基础钢板的表面 施加物理冲击,机械去除基础钢板表面的氧化皮;使所述基础钢板的表面与酸性溶液反应, 化学酸洗基础钢板的表面;以第二延伸率对所述基础钢板进行平整轧制,以使所述基础钢 板的表面平坦化;将所述基础钢板浸渍在以重量%计包含0.2%~0.4%的Al及余量的Zn和 其他不可避免的杂质的热浸镀锌浴中以形成镀锌层。 根据本发明的一个方面的热轧热浸镀锌钢板的制造方法,可以在氧化皮清除机 (scale breaker)中以第一延伸率拉伸基础钢板以去除基础钢板表面的氧化皮,然后通过 喷丸处理(shot blasting)机械去除残留在基础钢板表面的氧化皮,并且将经过喷丸处理 的基础钢板浸渍在酸性溶液中以对残留在基础钢板表面的氧化皮进行酸洗。因此,可以有 效去除在热轧钢板的制造工艺中产生的热轧氧化皮,从而可以有效确保基础钢板表面的清 洁度。 根据本发明的一个方面的热轧热浸镀锌钢板的制造方法,可以对去除氧化皮的基 础钢板进行平整轧制而赋予粗糙度,以使钢板的表面平坦化,然后可以将基础钢板浸渍在 热浸镀锌浴中以形成镀锌层。即,通过平整轧制确保基础钢板的表面的平坦度在预定水平 以上,因此可以有效减少基础钢板表面的氧化度偏差,从而可以形成连续分布的Al富集层。 以下,将更详细地描述构成本发明的制造方法的每个工艺条件。 氧化皮清除(scale breaking) 作为用于去除形成在基础钢板表面的热轧氧化物的预先工艺,可以实施氧化皮清 除。在氧化皮清除中,由于以第一延伸率拉伸基础钢板,因此可以在形成于基础钢板表面的 热轧氧化物中产生龟裂。因此,通过氧化皮清除在基础钢板表面的热轧氧化物中产生龟裂, 从而可以有效提高随后的机械去除氧化皮和化学酸洗中的去除氧化皮的效率。 为了充分获得氧化皮清除后的机械去除氧化皮和化学酸洗中的去除残留氧化皮 的效果,氧化皮清除中的延伸率应在预定水平以上。即使通过机械去除氧化皮和化学酸洗, 当存在预定量以上的残留氧化皮时,也可能发生未镀覆或镀层剥离,因此本发明的第一延 伸率可以为0.2%以上。另一方面,当第一延伸率超过预定水平时,基础钢板的材料硬化,即 使通过平整轧制也不能充分获得平坦化效果,因此本发明的第一延伸率可以被限制在 1.5%以下。 7 CN 111587298 A 说 明 书 5/10 页 机械去除氧化皮 可以对已完成氧化皮清除的基础钢板实施喷丸处理。喷丸处理可以通过将微小弹 丸(shot ball)投射到基础钢板的表面来实施。通过投射的弹丸的碰撞,加速基础钢板表面 的氧化皮中形成的龟裂的生长,从而残留在基础钢板表面的氧化皮可以从基础钢板的表面 脱落。 用于本发明的喷丸处理的弹丸的直径可以为0.18mm~0.6mm。这是因为,当弹丸的 直径小于0.18mm时,施加到基础钢板上的冲击量不充分,降低氧化皮的去除效率,当弹丸的 直径超过0.60mm时,不仅超过去除氧化皮所需的冲击量,而且钢板的冲击部的局部凹凸可 能加剧。 在本发明的喷丸处理中,弹丸的平均投射量可以为800kg/min~1800kg/min。当弹 丸的平均投射量过少时,由于与钢板的碰撞概率降低,不能期望去除残留氧化皮的效果,因 此弹丸的平均投射量可以为800kg/min以上。另一方面,当弹丸的平均投射量过多时,与去 除氧化皮的效率提高相比,可能花费过多的费用,因此弹丸的平均投射量可以为1800kg/ min以下。 在本发明的喷丸处理中,弹丸的平均投射速度可以为65m/s~90m/s。当弹丸的平 均投射速度为预定水平以下时,由于单个投射体的动能减小而传递到基础钢板的冲击量未 达到预定水平,因此弹丸的平均投射速度可以为65m/s以上。但是,当弹丸的平均投射速度 过大时,向基础钢板传递必要以上的冲击量,表面凹凸可能加剧,因此弹丸的平均投射速度 可以为90m/s以下。 化学酸洗 可以通过使已完成喷丸处理的基础钢板的表面与酸性溶液反应而进行化学酸洗。 酸洗效率主要受酸洗溶液的浓度、温度和反应时间等因素影响,因此可以通过适当地控制 这些因素来最佳地管理化学酸洗效率。通常,盐酸或硫酸可以用作酸洗溶液,但是与硫酸相 比盐酸具有较强的侵蚀性,具有优异的表面氧化皮去除能力,并且具有氢脆性的产生程度 小的优点,因此在本发明的化学酸洗中,可以使用盐酸溶液。 考虑到酸洗效率,用于本发明的化学清洗的盐酸溶液可以包含浓度为5%以上的 盐酸。另一方面,当盐酸浓度过高时,氯化铁(FeCl2)的浓度达到过饱和状态而反应停止,在 析出点附近的酸洗效率变得恒定或酸洗效率反而会降低,因此用于本发明的化学酸洗的盐 酸溶液可以包含浓度为20%以下的盐酸。 为了确保酸洗能力,本发明的化学酸洗可以在70℃以上的温度范围内实施。另一 方面,当化学酸洗的温度过高时,酸洗能力的提高程度不充分,但是由于过度的酸洗而可能 导致基础钢板的过度腐蚀,并且酸性溶液的蒸发量迅速增加,这在经济方面是不优选的,因 此本发明的化学酸洗可以在85℃以下的温度下实施。 本发明的化学酸洗可以实施15秒以上,以提供足够的时间来去除残留在基础钢板 表面的氧化皮。但是,当实施化学酸洗的时间过长时,由于过度的酸洗而可能导致基础钢板 的过度腐蚀,在随后的工艺中去除氯离子花费相对较长的时间,这在效率方面是不优选的, 因此本发明的化学酸洗可以实施35秒以下。 根据本发明的一个方面的热轧热浸镀锌钢板的制造方法,混合实施通过喷丸处理 的机械去除氧化皮和通过盐酸溶液的化学酸洗,因此与单独的化学酸洗相比,可以在短时 8 CN 111587298 A 说 明 书 6/10 页 间内去除氧化皮,并且可以有效减少酸性溶液的使用量。另外,根据本发明的一个方面的具 有优异的表面外观的热轧热浸镀锌钢板的制造方法,结合实施通过喷丸处理的机械去除氧 化皮和通过盐酸溶液的化学酸洗,因此可以有效去除残留在基础钢板表面的氧化皮,有效 确保基础钢板表面的清洁度。 平整轧制 在机械去除氧化皮和化学酸洗后,可以通过利用光辊(BrightRoll)对基础钢板表 面进行加压来实施平整轧制。以光辊的表面中心线平均粗糙度(Ra)为基准,可以具有0.1μm ~0.8μm的平均粗糙度,基础钢板可以通过光辊的加压而以第二延伸率拉伸。 用于确保基础钢板表面的平坦度的第二延伸率的下限可以为0.4%以上。但是,当 第二延伸率过大时,基础钢板表面的粗糙度平坦化效果饱和,并且由于过度拉伸而基础钢 板的形状变形和材料的硬化存在问题,因此第二延伸率的上限可以限制在2.5%。 在上述的氧化皮清除中,以第一延伸率拉伸加工基础钢板,以在基础钢板表面的 氧化皮中产生龟裂,而在平整轧制中,以第二延伸率拉伸加工基础钢板,以确保基础钢板的 表面平坦度。因此,为了实现有效的粗糙度平坦化效果,可以在平整轧制时采用比氧化皮清 除的第一延伸率大的第二延伸率来拉伸加工基础钢板。这是因为,当第一延伸率大于第二 延伸率时,由于氧化皮清除中产生的材料硬化而难以通过平整轧制来确保充分的表面粗糙 度。 另外,为了实现基础钢板的表面清洁度和粗糙度平坦化,第一延伸率和第二延伸 率之和可以为0.7%以上。但是,当第一延伸率和第二延伸率之和超过预定水平时,平整轧 制机中引起过大的轧制负荷,缩短辊使用寿命,并且由于过大的压下而可能会引起材料变 形,因此第一延伸率和第二延伸率之和可以为4%以下。 以中心线平均粗糙度(Ra)为基准,在平整轧制后的基础钢板表面的粗糙度可以为 0.7μm~2.5μm的水平。在热浸镀锌浴的初始浸渍阶段,反应性高的Al首先与基础钢板的Fe 反应以形成Fe-Al合金相,从而可以抑制硬质Fe-Zn金属间化合物的生长。因此,当基础钢板 的有效反应表面积扩大时,Fe-Zn金属间化合物的生长被抑制,有助于改善镀层的机械物理 性质,从而可以有效防止镀层剥离。因此,为了实现这样的效果,可以实施平整轧制,以使钢 板的表面粗糙度以中心线平均粗糙度(Ra)为基准满足0.7μm以上。另一方面,当基础钢板的 粗糙度偏差过大时,Al的氧化集中在粗糙度偏差大的区域,从而可以局部地形成氧化铝层 以形成断续的氧化铝层。因此,为了确保连续分布在镀层表面侧的氧化铝层,可以实施平整 轧制,以使钢板的表面粗糙度以中心线平均粗糙度(Ra)为基准满足2.5μm以下。 热浸镀锌浴浸渍 可以将已完成平整轧制的基础钢板浸渍在锌基镀浴中,从而可以形成镀锌层。以 重量%计,本发明的热浸镀锌浴可以包含0.2%~0.4%的Al及余量的Zn和其他不可避免的 杂质。Al是赋予镀浴流动性并有助于提高镀锌层与基础钢板之间的结合力的元素,因此本 发明的热浸镀锌浴可以包含0.2%以上的Al。但是,当添加的Al含量过高时,提高镀浴的流 动性的效果达到饱和,并且由于促进了Fe的侵蚀而浮渣的产生将增加,因此本发明的热浸 镀锌浴的Al含量可以为0.4%以下。优选的热浸镀锌浴的Al含量可以为0.2%~0.24%。 本发明的基础钢板可以在450℃~500℃的浸渍温度下浸渍在热浸镀锌浴中。当基 础钢板的温度低于热浸镀锌浴的温度时,由于热浸镀锌浴的流动性降低而产生流痕缺陷的 9 CN 111587298 A 说 明 书 7/10 页 可能性增加,因此基础钢板优选被加热至高于镀浴的温度并保持然后浸渍在镀浴中。因此, 本发明的基础钢板可以在450℃以上的浸渍温度下浸渍在热浸镀锌浴中。另外,当基础钢板 的浸渍温度高于热浸镀锌浴的温度时,加速Fe溶出以增加浮渣的产生,并且可能导致表面 缺陷,例如浮渣压印在镀层表面。因此,本发明的基础钢板可以在500℃以下的浸渍温度下 浸渍在热浸镀锌浴中,从而可以在基础钢板上形成镀锌层。 因此,通过上述制造方法制造的本发明的热轧热浸镀锌钢板可以有效抑制镀锌层 表面产生流痕缺陷,因此可以具有美观的表面外观。 另外,上述制造方法依次对基础钢板实施机械去除氧化皮和化学酸洗,因此可以 最小化用于化学酸洗的化学溶液的使用,同时有效去除基础钢板表面的残留氧化皮。











