
技术摘要:
本申请提供了一种生产管理方法、装置及计算机可读存储介质,该生产管理方法包括:获取对应于生产线上当前待装配产品的目标产品型号;基于预设产品型号与物料槽位标识的映射关系,确定对应于目标产品型号的物料槽位标识;基于所确定的物料槽位标识生成取料控制信号;向 全部
背景技术:
目前,出于不同客户对于产品的要求有所不同,产品生产商通常会针对同一种产 品生产多种不同型号,以满足不同用户的个性化需求,但是这样对于工厂产品集中制造带 来了越来越大的挑战。在实际生产过程中,不同型号产品的物料有着严格区分,需要保证不 同型号所使用的物料不能出错,才能使产品的品质得到保证。 目前在进行多型号产品生产时,通常在生产线上对按型号进行排单生产,一个型 号的产品生产完成后生产线进行清尾,将前面所生产的产品型号的工单物料全部处理完 毕,然后按照新型号的工单进行生产,此种方式虽然可以防止不同信号装配使用的物料会 出错,但在进行不同型号转产时,生产线前端需要等到后端全部处理完前一个型号的产品 和物料,存在较大的生产资源(人员、场地等)浪费,增加了生产制造成本。
技术实现要素:
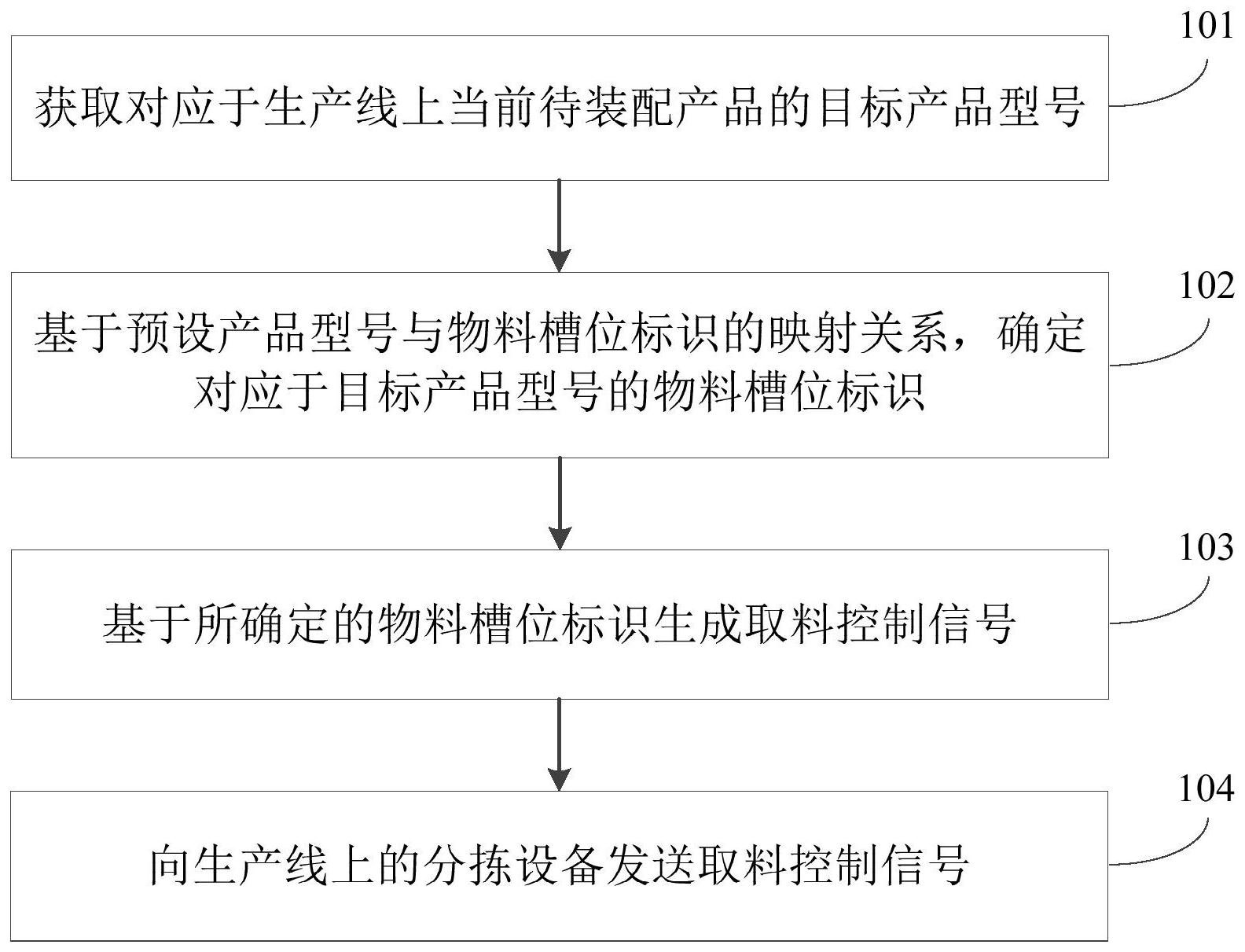
本申请实施例提供了一种生产管理方法、装置及计算机可读存储介质,至少能够 解决相关技术中采用转产方式进行多型号产品生产,所导致的生产资源浪费较大、生产制 造成本较高的问题。 本申请实施例第一方面提供了一种生产管理方法,包括: 获取对应于生产线上当前待装配产品的目标产品型号; 基于预设产品型号与物料槽位标识的映射关系,确定对应于所述目标产品型号的 物料槽位标识; 基于所确定的所述物料槽位标识生成取料控制信号; 向所述生产线上的分拣设备发送所述取料控制信号。 本申请实施例第二方面提供了一种生产管理装置,包括: 获取模块,用于获取对应于生产线上当前待装配产品的目标产品型号; 确定模块,用于基于预设产品型号与物料槽位标识的映射关系,确定对应于所述 目标产品型号的物料槽位标识; 生成模块,用于基于所确定的所述物料槽位标识生成取料控制信号; 发送模块,用于向所述生产线上的分拣设备发送所述取料控制信号。 本申请实施例第三方面提供了一种电子装置,包括:存储器、处理器及存储在存储 器上并可在处理器上运行的计算机程序,处理器执行计算机程序时,实现上述本申请实施 例第一方面提供的生产管理方法中的各步骤。 本申请实施例第四方面提供了一种计算机可读存储介质,其上存储有计算机程 序,计算机程序被处理器执行时,实现上述本申请实施例第一方面提供的生产管理方法中 4 CN 111580480 A 说 明 书 2/8 页 的各步骤。 由上可见,根据本申请方案所提供的生产管理方法、装置及计算机可读存储介质, 获取对应于生产线上当前待装配产品的目标产品型号;基于预设产品型号与物料槽位标识 的映射关系,确定对应于目标产品型号的物料槽位标识;基于所确定的物料槽位标识生成 取料控制信号;向生产线上的分拣设备发送取料控制信号。通过本申请方案的实施,控制分 拣设备差异化管控物料,同时对不同型号产品在生产线上进行混线生产,无需进行转产清 尾,保证了生产资源的有效利用率,节约了生产制造成本。 附图说明 图1为本申请第一实施例提供的生产管理方法的基本流程示意图; 图2为本申请第一实施例提供的一种取料控制方法的流程示意图; 图3为本申请第一实施例提供的一种进料指示方法的流程示意图; 图4为本申请第一实施例提供的一种产品隔离方法的流程示意图; 图5为本申请第二实施例提供的生产管理方法的细化流程示意图; 图6为本申请第三实施例提供的一种生产管理装置的程序模块示意图; 图7为本申请第三实施例提供的另一种生产管理装置的程序模块示意图; 图8为本申请第四实施例提供的电子装置的结构示意图。











