
技术摘要:
本发明涉及热水器技术领域,尤其是指一种热水器控制面板组装生产线,包括机台、多个输送载具、装设于机台的循环输送机构及沿着循环输送机构的输送方向依次设置的供控制面板壳工位、装磁铁装置、贴控制面板膜装置、装铁片装置、贴粘片装置、热压合装置、翻转装置、装密 全部
背景技术:
现有技术中对热水器控制面板进行组装,一般是通过人工将不同的零部件组装在 控制面板壳上,或者通过人工将控制面板壳依次在不同的组装加工设备内转移,使得不同 的组装加工设备分别将不同的零部件组装在控制面板壳上;该两种组装方式的生产效率低 下,劳动强度和人工成本高,组装的质量较差。因此,缺陷十分明显,亟需提供一种解决方 案。
技术实现要素:
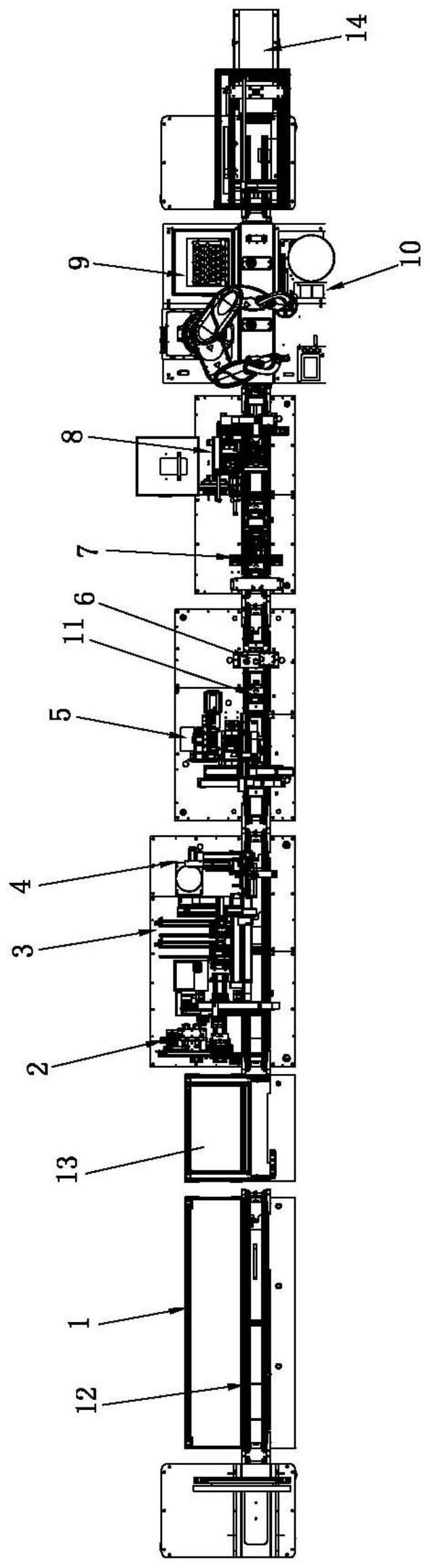
为了解决上述技术问题,本发明的目的在于提供一种生产效率高的自动化热水器 控制面板组装生产线。 为了实现上述目的,本发明采用如下技术方案: 一种热水器控制面板组装生产线,其包括机台、多个输送载具、装设于机台的循环 输送机构及沿着循环输送机构的输送方向依次设置的供控制面板壳工位、装磁铁装置、贴 控制面板膜装置、装铁片装置、贴粘片装置、热压合装置、翻转装置、装密封圈装置、装扬声 器装置、装扣件装置、输出装置,所述循环输送机构用于输送多个输送载具沿着组装方向循 环移动,所述供控制面板壳工位用于将控制面板壳放置在输送载具上,所述装磁铁装置将 磁铁组装在控制面板壳上,所述贴控制面板膜装置用于将控制面板膜粘贴在控制面板壳 上,所述装铁片装置用于将铁片组装在控制面板壳上,所述贴粘片装置用于将粘片粘贴在 控制面板壳上,所述热压合装置用于对控制面板壳进行热压合,所述翻转装置用于对控制 面板壳进行翻转,所述装密封圈装置用于将密封圈组装在翻转后的控制面板壳上,所述装 扬声器装置用于将扬声器组装在控制面板壳上,所述装扣件装置用于将扣件组装在控制面 板壳上,所述输出装置用于将热水器控制面板输出。 进一步地,所述装磁铁装置包括设置于循环输送机构的一侧的第一组装载具、位 于第一组装载具的上方的第一上下料机构、位于第一组装载具一侧的供磁铁机构、装设于 机台并用于驱动第一组装载具在供磁铁机构与贴控制面板膜装置之间移动的移动驱动机 构及位于供磁铁机构上方的取放磁铁机构。 进一步地,所述贴控制面板膜装置包括装设于机台的供膜料机构、位于供膜料机 构的上方的取贴膜机构、位于供膜料机构的一侧的定膜台、位于定膜台的一侧并用于对取 贴膜机构所拾取的膜料进行撕膜的撕膜机构及均设置于第一组装载具上方的压膜机构、滚 膜机构,所述定膜台设置有定膜腔及贴膜导向孔,所述压膜机构位于贴膜导向孔的上方。 进一步地,所述装铁片装置包括装设于机台并用于供应铁片的供铁片机构、位于 供铁片机构的输出端的铁片料轨、滑动设置于铁片料轨的铁片定位件、用于驱动铁片定位 件靠近或远离供铁片机构的输出端的供铁片驱动器及位于铁片定位件上方的取放铁片机 4 CN 111546032 A 说 明 书 2/11 页 构,所述铁片定位件设置有与供铁片机构的输出端连通的铁片定位腔。 进一步地,所述贴粘片装置包括设置于循环输送机构的一侧的第二组装载具、位 于第二组装载具上方的取放粘片机构、位于第二组装载具的一侧的粘片定位台、装设于机 台的供料片机构、位于供料片机构上方的料片转移机构、位于供料片机构与第二组装载具 之间的预放料片台、位于预放料片台的一侧的废料收集机构及位于循环输送机构的上方的 第二上下料机构,所述料片转移机构用于将供料片机构所供应的料片转移至预放料片台。 进一步地,所述热压合装置包括设置于循环输送机构的中部的挡料支撑机构及位 于循环输送机构的上方的热压合机构,所述挡料支撑机构与热压合机构相对设置。 进一步地,所述翻转装置包括装设于机台的翻转架、装设于翻转架的翻转升降驱 动器、连接于翻转升降驱动器的输出端的翻转驱动器及连接于翻转驱动器的输出端的翻转 夹料机构,所述翻转升降驱动器用于驱动翻转夹料机构靠近或远离循环输送机构。 进一步地,所述装密封圈装置包括设置于循环输送机构的一侧的第三组装载具、 装设于机台的供密封圈机构、与供密封圈机构的输出端交叉设置的密封圈料轨、滑动连接 于密封圈料轨的密封圈接料件、装设于密封圈料轨的密封圈接料驱动器、位于第三组装载 具的上方的装密封圈机构及位于循环输送机构的上方的密封圈转移机构,所述密封圈接料 件开设有用于与供密封圈机构的输出端连通的密封圈接料腔,所述密封圈接料驱动器用于 驱动密封圈接料腔靠近或远离供密封圈机构的输出端。 进一步地,所述装扬声器装置包括装设于机台并用于供应扬声器的供扬声器机构 及设置于供扬声器机构的一侧的组装机械手,所述循环输送机构设置有装扬声器工位,所 述装扬声器工位处设置有用于对输送载具进行定位的第一定位机构、位于第一定位机构的 上方的第一导向件及位于第一导向件的一侧的第一下压机构,所述供扬声器机构与装扬声 器工位对应设置。 进一步地,所述装扣件装置包括装设于机台并用于供应扣件的供扣件机构及设置 于供扣件机构的输出端的扣件接料件,所述扣件接料件设置有扣件接料腔,所述供扣件机 构与供扬声器机构分别位于循环输送机构的两侧,所述循环输送机构设置有装扣件工位, 所述装扣件工位处设置有用于对输送载具进行定位的第二定位机构、位于第二定位机构上 方的第二导向件及位于第二导向件的一侧的第二下压机构,所述扣件接料件与装扣件工位 对应设置,所述组装机械手设置有第一机械臂和第二机械臂。 本发明的有益效果:实际工作时,在供控制面板壳工位处通过人工或外置机械手 将控制面板壳放置在输送载具上,循环输送机构驱动输送载具连带控制面板壳依次沿着装 磁铁装置、贴控制面板膜装置、装铁片装置、贴粘片装置、热压合装置、翻转装置、装密封圈 装置、装扬声器装置、装扣件装置循环移动,在此过程中,装磁铁装置将磁铁组装在输送载 具所承载的控制面板壳上,贴控制面板膜装置将控制面板膜粘贴在组装有磁铁的控制面板 壳上,装铁片装置将铁片组装在贴控制面板膜后的控制面板壳上,贴粘片装置将粘片粘贴 在组装有铁片的控制面板壳上,热压合装置对粘贴有粘片的控制面板壳进行热压合,使得 粘片能够牢固地粘贴在控制面板壳上,翻转装置对热压合后的控制面板壳进行翻转,使得 控制面板壳翻转180°后放置回输送载具上,装密封圈装置将密封圈组装在翻转后的控制面 板壳上,装扬声器装置将扬声器组装在装密封圈后的控制面板壳上,装扣件装置将扣件组 装在装扬声器后的控制面板壳上,使得扣将扬声器牢固的扣合在控制面板壳上,从而形成 5 CN 111546032 A 说 明 书 3/11 页 热水器控制面板,输出装置将热水器控制面板输出,循环输送机构将空载的输送载具输送 至供控制面板壳工位,以实现输送载具循环移动。本发明的自动化程度高,自动化地实现了 热水器控制面板组装生产,生产效率高,降低了劳动强度和人工成本,提高了生产热水器控 制面板的质量。 附图说明 图1为本发明的俯视图。 图2为本发明的装磁铁装置、贴控制面板膜装置和装铁片装置的立体结构示意图。 图3为本发明的装磁铁装置、贴控制面板膜装置和装铁片装置的另一视角的立体 结构示意图。 图4为本发明的贴控制面板膜装置的立体结构示意图。 图5为本发明的供磁铁机构的立体结构示意图。 图6为本发明的装铁片装置的立体结构示意图。 图7为本发明的贴粘片装置和热压合装置的立体结构示意图。 图8为本发明的贴粘片装置隐藏供料片机构后的立体结构示意图。 图9为本发明的热压合装置和输送载具的立体结构示意图。 图10为本发明的供料片机构的立体结构示意图。 图11为本发明的翻转装置和装密封圈装置的立体结构示意图。 图12为本发明的翻转装置的立体结构示意图。 图13为本发明的装密封圈装置的立体结构示意图。 图14为本发明的装密封圈装置的局部结构示意图。 图15为本发明的装扬声器装置和装扣件装置的立体结构示意图。 图16为本发明的第一下压机构或第二下压机构的立体结构示意图。 附图标记说明: 1、机台;11、输送载具;12、循环输送机构;13、供控制面板壳工位;14、输出装置;2、 装磁铁装置;21、第一组装载具;22、第一上下料机构;23、供磁铁机构;231、底座;232、储磁 铁架;233、推磁铁件;234、推磁铁驱动器;235、推磁铁槽;236、磁铁定位腔;24、移动驱动机 构;25、取放磁铁机构;3、贴控制面板膜装置;31、供膜料机构;311、第一平移驱动器;312、储 膜料架;313、顶膜料驱动器;32、取贴膜机构;33、定膜台;331、定膜腔;332、贴膜导向孔;34、 撕膜机构;35、压膜机构;36、滚膜机构;361、第二平移驱动器;362、滚膜升降驱动器;363、滚 膜升降板;364、辊轮;4、装铁片装置;41、供铁片机构;42、铁片料轨;43、铁片定位件;44、供 铁片驱动器;45、取放铁片机构;46、铁片定位腔;5、贴粘片装置;51、第二组装载具;52、取放 粘片机构;53、粘片定位台;531、定位座;532、定位块;533、粘片定位腔;54、供料片机构; 541、储料片架;542、顶料件;543、顶料驱动器;55、料片转移机构;56、预放料片台;561、预放 料腔;562、吸料孔;57、废料收集机构;571、废料收集箱;572、废料座;573、废料转移驱动器; 574、废料转移臂;575、吸料盘;58、第二上下料机构;6、热压合装置;61、挡料支撑机构;611、 支撑座;612、第一挡料件;613、第一挡料驱动器;614、支撑板;615、支撑驱动器;62、热压合 机构;621、热压合座;622、热压合驱动器;623、热压合板;624、热压合头;7、翻转装置;71、翻 转架;72、翻转升降驱动器;73、翻转驱动器;74、翻转夹料驱动器;75、翻转夹料件;8、装密封 6 CN 111546032 A 说 明 书 4/11 页 圈装置;80、第二挡料机构;801、第二挡料驱动器;802、第二挡料件;803、第二挡料孔;81、第 三组装载具;82、供密封圈机构;83、密封圈料轨;84、密封圈接料件;85、密封圈接料驱动器; 86、装密封圈机构;87、密封圈转移机构;88、密封圈接料腔;89、传感器;891、下压密封圈驱 动器;892、下压密封圈件;9、装扬声器装置;91、供扬声器机构;92、组装机械手;921、第一机 械臂;922、第二机械臂;93、第一定位机构;94、第一导向件;941、导向孔;95、第一下压机构; 951、下压座;952、下压驱动器;953、下压件;10、装扣件装置;101、供扣件机构;102、扣件接 料件;104、第二定位机构;105、第二导向件;106、第二下压机构;107、收集腔;108、储料架; 109、托料板。











