
技术摘要:
本发明一种液晶基板玻璃引出量自动控制的方法,通过能够直接采集的板重、牵引滚线速度和板长等信息,建立科学合理的数学模型,然后根据建立的数学模型,利用DCS下位设计组态工具进行程序组态,并通过上位设计流程图画面,链接对应的数据项,实现在上位机操作站能够在线 全部
背景技术:
集散控制系统,简称DCS,是以微处理器为基础,采用控制功能分散、显示操作集 中、兼顾分而自治和综合协调的设计原则的新一代仪表控制系统。实时控制引出量功能一 般是将智能仪表测量产生的4~20毫安板重信号以及牵引滚线速度送入DCS系统,在DCS功 能组态阶段,在DCS系统内部建立相应的模型,依据不固定时间间隔的引出量有效数据组平 均值的不连续反馈值,通过引出量PID控制器自动控制影响引出量变化的通道冷区段、供料 槽各加热回路的温度控制PID控制器的设定值,进而再根据各段加热回路连续温度反馈值 自动控制通过各段加热回路温度PID控制器控制各加热回路的电流,从而实现引出量实时 自动控制。 在现有的液晶基板玻璃的生产线中,熔化→通道→成型→BOD工序中,首先BOD工 序板重称量信息相对于直接影响引出量变化的通道冷却段、供料槽各加热回路滞后十几分 钟;其次尽管BOD工序对每块板重进行测量,但测量周期远大于DCS系统CM的执行周期;同时 为消除称量误差以及消除BOD工序质量波动造成的称量失真,就需对相对于DCS系统不连续 的板重信息计算所得的引出量信息经过钝化、有效性过滤以及平均处理,形成了不固定时 间间隔间隔的有效数据平均值。引出量控制是溢流法玻璃制作过程中的最重要控制参数, 引出量的稳定直接决定液晶基板玻璃板重的稳定性。实现引出量自动控制可以消除人为主 观因素引起的质量波动,通过工艺摸索规范相应参数,减少引出量波动范围,提高产品质量 的一致性。
技术实现要素:
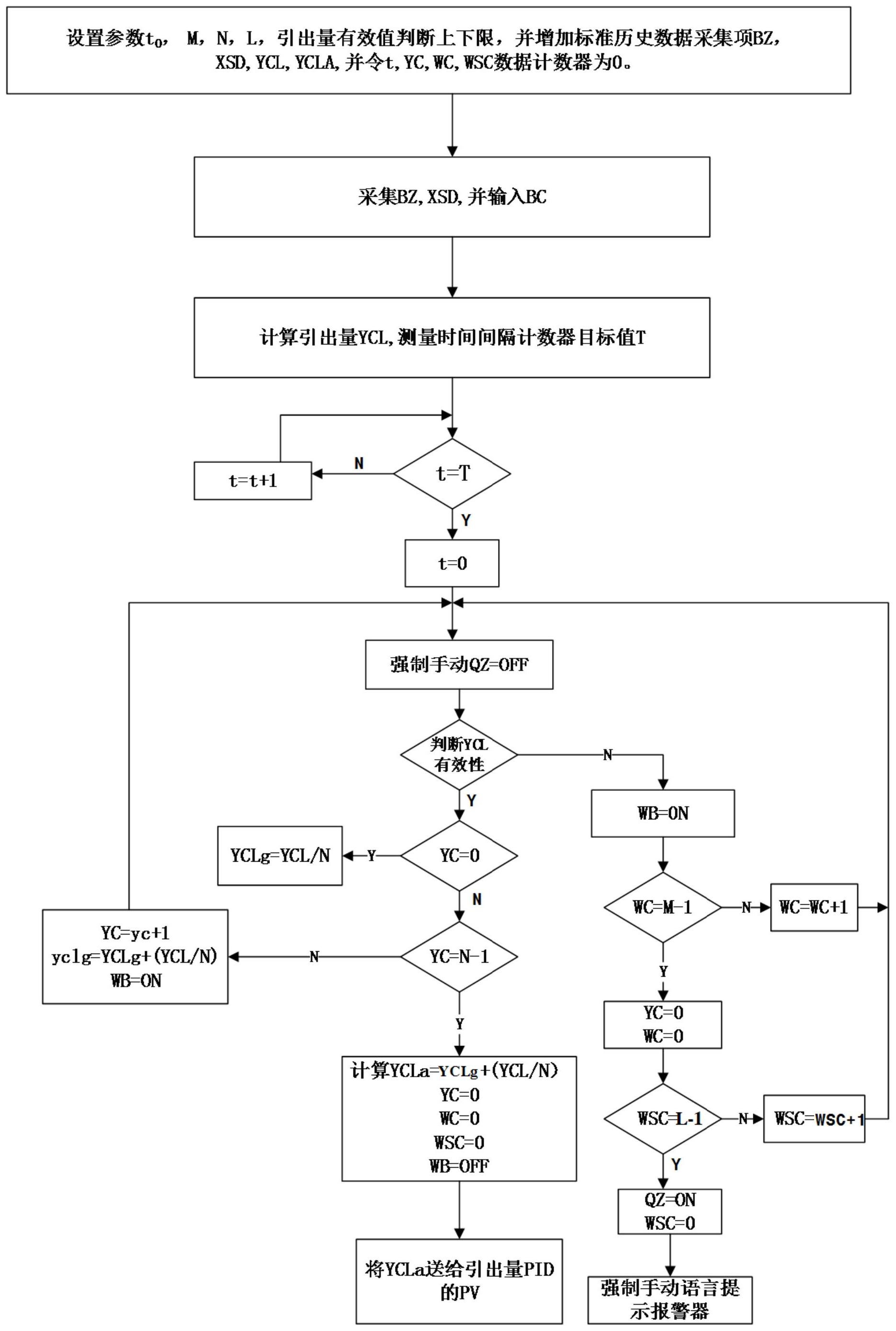
针对现有技术中存在的问题,本发明提供一种液晶基板玻璃引出量自动控制的方 法,该方法利用DCS系统,通过采集可直接测量的数据信息,建立数学模型,实现对引出量自 动控制和重要参数的实时监控。 本发明是通过以下技术方案来实现: 一种液晶基板玻璃引出量自动控制的方法,基于DCS系统,包括以下步骤, 步骤1,设定DCS系统中控制模块CM的执行周期t0、引出量数据组为有效数据组所 取的有效数据数量目标值N、引出量数据组为无效数据组的无效数据数量目标值M、引出量 自动控制连续无效数据组数量目标值为L和引出量有效值判定上下限;系统中各计数器初 始值均为0; 将板重bz、牵引滚线速度xsd、引出量ycl、引出量数据组有效数据平均值ycla增加 为标准历史数据采集项; 步骤2,采集板重bz、牵引滚线速度xsd和当前生产规格的板长信息bc; 4 CN 111580473 A 说 明 书 2/7 页 步骤3,按下式计算出引出量ycl和两块连续玻璃板测量时间间隔计数目标值T; 测量时间间隔计数目标值T=板长bc÷牵引滚线速度xsd÷t0; 引出量ycl=3600(秒)÷(板长bc÷牵引滚线速度xsd)×板重; 步骤4,采集时间间隔计数器t的数值信息,如果时间间隔计数器t=时间计数目标 值T,执行步骤5; 如果时间间隔计数器t≠时间计数目标值T,令时间计数器t=t 1,执行步骤4; 步骤5,此时引出量作为最新的引出量信号ycl,时间计数器t恢复初值0; 步骤6,令强制手动信号qz=OFF; 步骤7,对步骤5最新的引出量根据有效值上下限判定,落在范围内为有效值,执行 步骤8;不在范围内为无效值,执行步骤10; 步骤8,如果有效数据计数器yc=0,引出量数据组有效数据平均值过程值yclg= ycl/N,储存yclg;如果有效数据计数器yc≠0,执行步骤9; 步骤9,如果有效数据计数器yc≠N-1,令yc=yc 1,引出量数据组有效数据平均值 yclg=yclg ycl/N,储存yclg;引出量PID运算器接收外部OPEU指令wb=ON,执行步骤6; 如果有效数据计数器yc=N-1,引出量数据组平均值ycla=yclg ycl/N,引出量 PID运算器接收外部OPEU指令wb=OFF,令有效数据计数器yc=0,无效数据计数器wc=0,无 效数据组计数器wsc=0,执行步骤13; 步骤10,引出量PID运算器接收外部OPEU指令wb=ON; 步骤11,如果无效数据计数器wc≠M-1,令wc=wc 1,执行步骤6; 如果无效数据计数器wc=M-1,令有效数据计数yc=0,无效数据计数器wc=0,执 行步骤12; 步骤12,如果无效数据组计数器wsc≠L-1,令wsc=wsc 1,执行步骤6; 如果无效数据组计数器wsc=L-1,令wsc=0,强制手动信号qz=ON,并将此信号送 给引出量PID控制器强制转为手动模式,并同时送给语音报警系统提示已强制转手动; 步骤13,增加引出量PID控制器和各温度PID控制器的设定值SP、反馈值PV和输出 值OPEU为标准历史数据采集项;设定引出量PID控制器的设定值SP;引出量PID控制器根据 最新的引出量数据组的平均值ycla作为引出量PID执行器PV反馈值进行计算输出值OPEU; 在引出量数据组的平均值ycla首次输出前,引出量PID控制器为手动模式;令wb= ON,引出量PID控制器接收外部OPEU,实现由温度控制到引出量控制的无扰切换;引出量外 部OPEU按以下公式计算: 外部OPEU=AVG∏(spi); 在引出量数据组的平均值ycla首次输出后,引出量PID控制器为自动模式;当新的 引出量数据组平均值ycla产生时,即在连续的M N-1个引出量能够采集够N个有效数据时, wb=OFF,引出量PID控制器根据最新的引出量数据组的平均值ycla作为引出量PID执行器 PV反馈值进行计算,输出值OPEU;新的ycla没有产生期间,wb=ON,引出量PID控制器接收外 部OPEU,即引出量PID控制器输出值OPEU保持不变; 步骤14,引出量PID控制器输出值OPEU将信号按下式计算后输送给通道直接影响 引出量变化的各个加热回路温度控制PID控制器温度设定值SPi; SPi=ki×引出量PID控制器OPEU Δi 5 CN 111580473 A 说 明 书 3/7 页 其中,ki为各温度控制回路活跃度等比参数;Δi为各温度控制回路活跃度等差参 数; 各温度控制回路根据连续相应反馈的温度PVi,经过对应温度PID控制器运算输出 连续的指令OPEUi输送给电气控制柜,实现对以上通道各加热回路所控制区域的温度控制, 以及对引出量的实时自动控制。 优选的,牵引滚线速度xsd按照CM的执行周期t0显示。 优选的,板重bz、引出量ycl按照时间间隔t0×T显示。 优选的,时间计数目标值T的设定原则遵循:时间间隔t0×T为标准历史数据采集 时间间隔的整数倍。 优选的,引出量数据组有效数据平均值ycla按照引出量数据组在连续的M N-1个 引出量能够采集够N个有效数据的不固定时间间隔显示。 优选的,通过调整M和N数值,调整引出量PID控制器钝化的程度。 优选的,步骤14中,通过设定或计算SPi、ki、Δi调整通道冷却段和供料槽各加热回 路在引出量调整的活跃度。 优选的,按以下原则对ki和Δi进行设定或计算; 采用等比关系时, 设定Δi=0,ki=SPi÷引出量PID控制器OPEU; 采用等差关系时, 设定ki=1,Δi=SPi-引出量PID控制器OPEU。 与现有技术相比,本发明具有以下有益的技术效果: 本发明提供的一种液晶基板玻璃引出量自动控制的方法,通过能够直接采集的板 重、牵引滚线速度和板长等信息,建立科学合理的数学模型,然后根据建立的数学模型,利 用DCS下位设计组态工具进行程序组态,并通过上位设计流程图画面,链接对应的数据项, 实现在上位机操作站能够在线实时调整控制参数无效数据数量目标值M、有效数据数量目 标值N、连续无效数据组数量目标值L、各温度控制回路活跃度参数ki或Δi、引出量PID控制 器参数比积分时间、微分时间等,达到工艺要求实时自动控制的目的;并且,能够在上位机 操作站能够在线实时监控板重、引出量、引出量平均值、牵引滚线速度、引出量PID控制器反 馈值PV、输出值OPEU、温度控制回路SPi等重要质量参数,并将信息以图形化等更易于理解 的方式进行显示,将重要的信息以各种手段传送到相关人员,对信息执行必要分析处理和 存储,发出控制指令。本发明能够降低自动控制系统的风险,提高生产运行效率。 附图说明 图1为本发明DCS系统获取引出量流程图; 图2为本发明DCS系统引出量自动控制流程图。











