
技术摘要:
本发明公开了一种用于制造具有铝硅镀层的钢制零部件的方法,包括:将两块钢板固定于夹具上;在保护气氛下,采用激光振镜照射所述两块钢板的对接处,使得对接处熔化并凝固,形成高质量的焊缝;以及对焊接后的钢板进行热冲压,获得所述具有铝硅镀层的钢制零部件。其中, 全部
背景技术:
当前,汽车产业发展迅速,如何降低车辆燃油消耗是所有汽车企业及消费 者都非 常关注的问题。而降低能耗的一个有效途径就是降低车身质量,一方面 节能,另一方面能 够提升汽车的能动性,运载能力,所以各个整车厂都高度重 视汽车的轻量化工作。实现汽 车的轻量化,有效的方法之一是采用高强钢。热 成形钢(Press-harden steel,PHS)是目前 汽车白车身用强度最高的钢材之一, 其抗拉强度可达1500MPa以上。因热成形钢具有超高 强度,能够在汽车碰撞过 程中很好的保持车体内部结构从而避免乘客受到严重伤害,有效 提高了汽车的 安全性能。因此,该类型钢已被广泛用于汽车防撞梁、前后保险杠、A柱、B 柱 和中间通道等重要结构件制造中,在车身的应用比例不断提高。 为获得具有1500MPa级以上的热成形钢零部件,需要将钢板或激光拼焊板 在预先 加热至900~950℃之间将显微组织完全奥氏体化,保温5~10min后进行 热冲压,并在模具 中直接淬火获得具有马氏体组织的零部件。为避免在高温加 热及热冲压过程中出现板材 表面氧化和脱碳等问题,热成形钢表面往往需要施 加如铝硅镀层、镀锌镀层和锌镍镀层等 的保护层。与其他镀层相比,铝硅镀层 具有加热时无氧化皮脱落、冲压后无需喷砂、无需N2 保护、成形精度高等优点, 更为广泛应用于热冲压成形过程中,其中最典型铝硅镀层产品 是阿赛洛米塔尔 公司所开发的AlSi10镀层,镀层厚度约为5~50μm。 由于热成形钢板的热成形工艺的温度达到900~950℃,为了满足热成形工 艺的 需求,Al-Si镀层取代镀锌层成为热成形钢板常用的防腐、防氧化镀层。但 是,在激光焊接 过程中,热成形钢板上的Al-Si镀层熔化后会进入焊缝,Al元 素与Fe元素形成脆性的Al-Fe 金属间化合物,同时也会影响焊缝相变规律导致 铁素体的形成,显著降低了焊缝接头的力 学性能。 为了解决这一问题,国内外提出了大量的解决方案;主要可归纳总结为以 下三个 方面:第一,去除铝硅镀层;第二,激光填丝焊接;第三,优化焊接工 艺。 对于去除铝硅镀层方面,现有的主要技术路线包括机械剥除、激光烧蚀和 化学法 去除。相对比而言,激光烧蚀是最为有效的技术,也是目前铝硅镀层激 光拼焊板工业化生 产的唯一技术。尽管采用激光烧蚀、电子束烧蚀可实现包含 铝硅镀层钢的激光拼焊板的激 光焊接,但是激光烧蚀工序无疑增加了设备投入、 降低了生产效率、提高了生产成本。 对于激光填丝焊接而言,通过添加包含奥氏体形成元素(C、Mn、Ni、N) 的焊丝,进 而抑制焊缝中delta铁素体的形成。尽管避免了焊接前的激光烧蚀, 但是激光焊接填丝却 无疑增加了焊丝的投入、并且改变了激光焊缝处的合金化 成分,可能会对后续的热冲压成 形过程带来新的问题。 对于优化激光焊接工艺方面,主要是通过调整激光焊接功率、改变焊缝形 状或者 3 CN 111604591 A 说 明 书 2/7 页 采用激光摆动焊接等方法,尽管能小幅度提高激光焊缝强度,但是并不 能从根本上解决这 一问题。 公开号为CN106392328B的中国专利(公开日为2017年2月15日)公开 了一种使用 激光焊接设备将带Al-Si镀层的热成形钢板在保护气体的条件下进 行拼焊的方法,其中保 护气体包括氧气和二氧化碳的一种或两种与惰性气体的 混合气体。该专利采用的氧化性 气体提高了焊接熔池中的氧分压,使得进入到 焊接熔池中的Al元素与O元素结合形成对焊 缝强韧性不影响的Al2O3,抑制Al与Fe元素形成金属间化合物和影响奥氏体相变,最终获得 全板条马氏体组 织的焊缝区,焊缝的强度达到母材水平。该方法无需添加焊丝,也无需焊 前去 除镀层,方法简单、提高了生产效率、降低了生产成本。但是该方案仍存在以 下缺点: 第一,对于拼焊板的组对间隙要求较高,一般要求间隙不大于0.1t, 这无形中相当于提高 了焊接的难度;第二,在焊接的过程中,如果镀层中铝一 旦进入焊接熔池内仍会出现偏聚 的风险,导致生产过程中的不稳定;第三,焊 接熔池停留的时间非常短,铝的氧化反应受 限,导致效果不好。
技术实现要素:
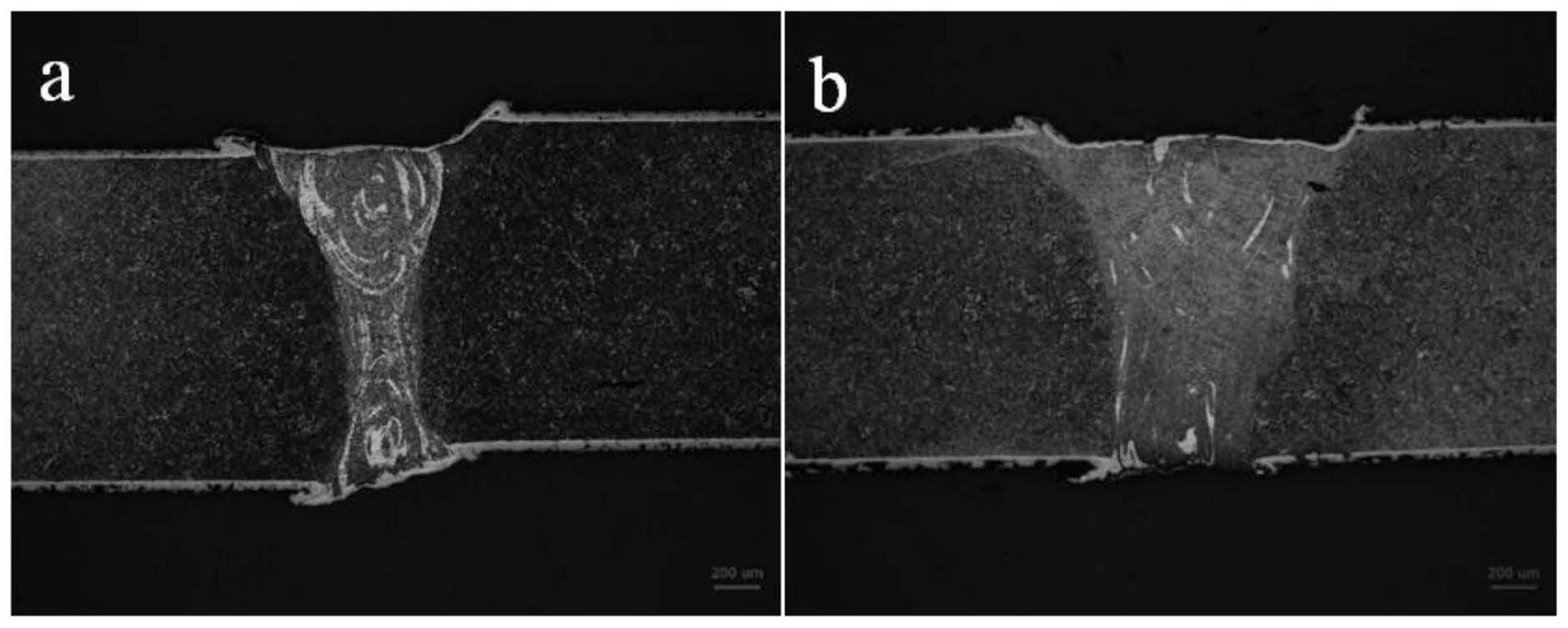
本发明要解决的技术问题是提供一种用于制造具有铝硅镀层的钢制零部件 的方 法,该方法解决了现有技术中直接进行含铝硅镀层钢焊接时焊缝强度低于 母材的问题,同 时与现有方法相比降低了生产成本,提高了生产效率,工艺窗 口更宽,焊接过程中的控制 精度要求下降更利于工业化的规模生产。 为了解决上述技术问题,本发明提供了如下的技术方案: 一种用于制造具有铝硅镀层的钢制零部件的方法,包括: 将两块钢板固定于夹具上; 在保护气氛下,采用激光振镜照射所述两块钢板的对接处,使得对接处熔 化并凝 固,形成高质量的焊缝;以及 对焊接后的钢板进行热冲压,获得所述具有铝硅镀层的钢制零部件。 其中,所述两块钢板中至少包括一铝硅镀层钢板,所述保护气氛中含有 5~ 100vol%的氧化性气体。 进一步地,所述铝硅镀层钢板的铝硅镀层厚度在5~50μm之间。 进一步地,铝硅镀层中铝含量在70%以上。 进一步地,所述两块钢板的厚度在0.8~3.0mm之间,固定时控制两块钢板 之间的 间隙在0.3t以下。 进一步地,所述铝硅镀层钢板的成分为:0.10%≤C≤0.5%;0.5%≤ Mn≤3%; 0 .1%≤Si≤1%;0 .01%≤Cr≤1%;Ti≤0 .2%;Al≤ 0 .1%;S≤0 .05%;P≤0 .1%; 0.0002%≤B≤0.010%,其余为铁。 进一步地,所述保护气氛为氧化性气体或由氧化性气体与惰性气体组成, 所述惰 性气体选自氦气、氩气、氮气中的一种或多种,所述氧化性气体为氧气 和/或CO2。 进一步地,所述保护气氛中,氧气的含量≤15vol%,CO2的含量≤100vol%。 进一步地,所述保护气氛的流速为5~35L/min,上下表面必须同时通入保 护气, 且上表面气体喷嘴与钢板表面之间夹角小于90度。 4 CN 111604591 A 说 明 书 3/7 页 进一步地,所述激光振镜焊接的参数为:激光功率1000~6000W,焊接速 度1~ 20m/min,扫描轨迹为“○”、“∞”、“/\/\/\/\”或“←→”,扫描半径为0.3~1.5 mm,扫描速度 为200~2000mm/s。 进一步地,拼焊板的热冲压时的加热温度为900-1000℃之间,加热时间控 制在3- 8min,热冲压之后的冷却速度控制在30℃/s以上。 进一步地,所述钢制零部件的显微组织主要是板条马氏体,化学成分是: 0.10% ≤C≤0.5%;0.5%≤Mn≤3%;0.1%≤Si≤1%;0.01%≤ Cr≤1%;Ti≤0 .2%;Al≤ 0.1%;S≤0.05%;P≤0.1%;0.0002% ≤B≤0.010%,其余为铁。 本发明的有益效果: 1 .本发明以激光振镜焊接代替现有的激光焊接,振镜焊接光斑的回旋振动 有助 于搅拌激光焊接熔池,从而使生成的Al2O3均匀地分散于熔池中,有助于 熔池内成分分布均 匀,从而改善焊接接头的性能,实现具有铝硅镀层的钢制零 部件的直接焊接。与现有技术 中去除铝硅镀层、激光填丝焊接等工艺相比,本 发明的方法不需要激光烧蚀机、激光填丝 机等设备和焊材上的额外投入,降低 了生产成本,提高了生产效率。 2.与现有的常规激光下氧化性气氛技术(如CN106392328B专利)相比, 本发明采 用的振镜激光焊接因带来熔池表面及内部的强烈搅拌作用,配合氧化 性气氛技术将产生 明显不同的效果。其一,因激光束的摆动使得熔池表面的铝 与氧化性气氛中的氧能够发生 更为强烈的化学反应,从而使得铝硅镀层中的铝 与氧结合形成更多的氧化铝,保留在熔池 表面,即有效地减少了进入到焊接熔 池内的铝含量,这一效果在常规激光中是不存在或是 非常弱的(如图2,常规 激光焊缝表面多余物质非常少);其二,进入焊接熔池内的铝与氧在 激光束摆 动带来的强烈搅拌作用下进一步促进了熔池内固溶铝与氧的反应速度,使得更 多的固溶铝转变为氧化铝,这一作用在常规激光焊接中也是没有的;其三,如 具体实施方 式及附图1所示,激光束摆动带来的熔池搅拌还可以促进残留的固 溶铝在焊缝内均匀分 布;其四,激光束摆动实际上增大的熔池宽度(对比附图 1中的a和b可以看出,摆动激光焊 的熔池宽度是常规激光焊的2倍左右)和 熔池在高温下的停留时间,能够更为有效地降低 固溶铝在熔池内的质量分数, 同时熔池高温停留时间的延长也为铝的氧化反应提供了时 间条件,从而促进铝 的转化;第五,常规激光焊下氧化性气氛焊接时焊接工艺参数可调范 围窄,不 利于调控焊缝内固溶铝含量,从而导致后续热冲压过程中的温度制度只能被动 配合;而振镜激光焊接时具有很宽的调整能力,可以将焊缝中固溶铝进行控制, 这样减小 对后续热冲压过程中温度制度的苛刻要求,更有利于柔性化生产。通 过以上几点作用,有 助于提高焊接接头的性能,并且对于焊接过程中控制精度 (比如拼焊板之间的组对间隙) 要求降低使得更易于实施,另外,保护气、振 镜激光焊接工艺参数可选范围更宽,利于调整 焊接工艺参数。 3.本发明的激光振镜焊接,采用了更高比例的氧化性气体,甚至采用全氧 化性气 体作为保护气氛,与现有的惰性气体保护焊相比,本发明的焊接方法显 著降低生产成本; 与公开号为CN106392328B的中国专利相比,本发明扩大了 保护气的设置范围,一方面更为 灵活,另一方面在振镜激光的作用下,提高氧 化性气体的比例也能够促进氧化反应的发 生,可显著提高焊接速度和提升焊接 质量。 4.本发明的激光振镜直接焊接铝硅镀层热成形钢板方法,焊缝表面成形较 为美 5 CN 111604591 A 说 明 书 4/7 页 观,正反表面光滑,颜色光亮,焊缝表面未出现明显的氧化现象,且无裂 纹、气孔等焊接缺 陷;焊缝熔宽均匀,焊接过程稳定,无明显飞溅;焊缝宽度 明显增加,焊接接头温度梯度得 以减小,避免焊接接头烧蚀,减少熔体损失; 在其他焊接参数一定的情况下,相比于现有的 激光线性焊接,激光振镜焊接作 用面积大,产生更多的熔融材料来填补焊缝间隙,显著提 高了焊缝间隙容忍度 (激光线性焊接的间隙要求是不大于0.1t,本发明方法的间隙可以在 0.3t以下), 因此可用于对间隙要求较低的构件上。 附图说明 图1是淬火态激光拼焊板的焊缝的金相显微镜照片:(a)为常规激光焊缝, (b)为 振镜激光焊缝; 图2不同焊接条件下的激光焊缝表面形貌:(a)为常规激光焊缝,(b) 为振镜激光 焊缝; 图3为常规激光和振镜激光焊接接头拉伸应力-应变曲线; 图4(a)为常规激光焊缝组织,为δ铁素体 α铁素体 板条马氏体;(b) 为优化激光 焊接工艺的最终振镜激光焊缝组织,为板条马氏体组织; 图5为优化焊接参数后振镜焊接接头的拉伸应力-应变曲线; 图6优化焊接参数后振镜焊接接头的拉伸断口形貌,其中包含大量的韧 窝。











