
技术摘要:
一种高炉壳体立焊焊缝热处理装置及其使用方法,包括焊缝热处理內模、焊缝热处理外模和连接固定构件,焊缝热处理內模为一竖直使用的长条形开口箱体,焊缝热处理外模为与焊缝热处理內模相对应的长条形开口箱体,连接固定构件设置在內模端板及外模端板的上下两侧,用以将 全部
背景技术:
高炉的建造施工,首先需要制作高炉壳体,高炉壳体通常由多个钢板组成的壳体 环带叠加而成。 制作高炉壳体的钢板非常厚实,一般可以达到45~70mm。 现代化的高炉壳体通常非常巨大,如果在制造厂家的生产车间内进行制作建造, 高炉壳体制作完成后,现有条件下是无法安全运输送达现场的,因此,现有技术中,高炉壳 体一般都是在制造企业的生产车间内完成局部钢板的卷制,然后运到高炉建造现场进行焊 接拼装,完成高炉壳体的建造。 由于高炉壳体是高炉中极其重要的部分,而且高炉壳体的钢板很厚,因此,高炉壳 体的焊接拼装通常非常困难而且对焊接的质量要求很高,特别是卷制的钢板进行立焊拼接 制成环带时,操作更是困难,对立焊的质量更是要求苛刻,一般来讲,现场钢板立焊拼接完 成后,所有的立焊焊缝必须进行热处理,如此才能符合高炉壳体的质量要求。 通常,高炉壳体立焊焊缝的热处理采用的是热电偶加热、保温棉保温的方法。 由于高炉壳体建造现场的施工环境通常比较差,热电偶和保温棉一般无法简便快 捷并且稳定地固定在立焊焊缝上,因此,高炉壳体立焊焊缝的热处理非常困难。 此外,随着高炉壳体建造施工的推进,高炉壳体建造得越来越高,相应的立焊和立 焊焊缝热处理操作的难度就越来越大,质量也就越来越难以得到保证。 现有技术中,对于焊缝热处理这类问题可以检索到一些相关的技术方案和技术文 献,如: 实用新型专利(申请号:201721869343.7)提供了《一种管道焊缝热处理内部保温 加固装置》,包括:压板、连接卡、压片、连接套管以及短接杆,其中压板向外膨胀压实管道内 部保温棉,连接卡将压板接头连接,短接杆通过连接套管连接,并与压片配合使用来挤压固 定压板,本实用新型所用原料易于获取、结构简单、操作方便,适用于施工现场各种规格厚 壁管道热处理保温加固; 发明专利(申请号:201410016677.4)提供的《核电站钢制安全壳安装焊缝热处理 装置及热处理方法》,主要由主体骨架(Z-1)、加热保温器(Z-2)、行走机构(Z-3)、温度传感 器件(Z-4)、自动温控仪(Z-5)组成,热处理时,将热处理装置的行走机构支撑在安全壳壁板 的上沿,并沿其移动行走机构,使安全壳壁板两面的加热保温器处于夹持待热处理焊缝的 位置,再将温度传感器安置在待热处理的焊缝处,接通电加热器件后,在自动温控仪的闭环 控制下,将焊缝加热至预定温度,该本发明能使保温棉、电发热器件、焊缝间紧密贴合,通过 确保热处理质量和效率,显著提高焊缝质量,缩短焊接工期; 发明专利(申请号:201610446991.5)提供的《核电站钢制安全壳筒体环焊缝热处 4 CN 111575475 A 说 明 书 2/7 页 理的方法》,包括将环焊缝分为若干段,清理环焊缝的表面,将测温热电偶布置于热处理区 域,将控温热电偶布置于加热片上,将加热片固定于热处理区域,然后在加热片上覆盖保温 棉,将加热片的温度升高到热处理温度范围的下限值以下,使全部测温热电偶检测的温度 值相同且该温度值在热处理温度范围的下限值以下,逐次将全部测温热电偶检测的温度值 升高至热处理温度范围内,保温,保温结束后进行降温,该方法可以降低热处理的用电负 荷,提高热处理的效果; 发明专利申请(申请号:201810722902.4)提供的《一种保证大径厚壁管焊缝热处 理均匀性的方法》,包括:对焊口位置管道的外壁进行加热的同时对焊口位置管道的管腔进 行加热,进而对管道的内壁进行加热,本发明通过内外壁同时加热的热处理工艺,以减小大 径厚壁管道焊缝的内外壁温差,达到热处理消除焊接残余应力、改善焊接接头性能的目的。 上述专利技术或专利申请文献虽然针对各自所要解决的问题提出了相应的解决 方案,但对于高炉壳体这类超大型、超厚钢板设备的立焊焊缝热处理来说,在进行高炉壳体 施工现场立焊焊缝热处理的过程中,对于如何进行加热块以及保温棉方便、快捷、且有效夹 紧固定这一立焊焊缝热处理的基本问题来说,没有给出有效的技术方案和直接的技术启 示,不能满足相关高炉壳体立焊焊缝热处理的需要。
技术实现要素:
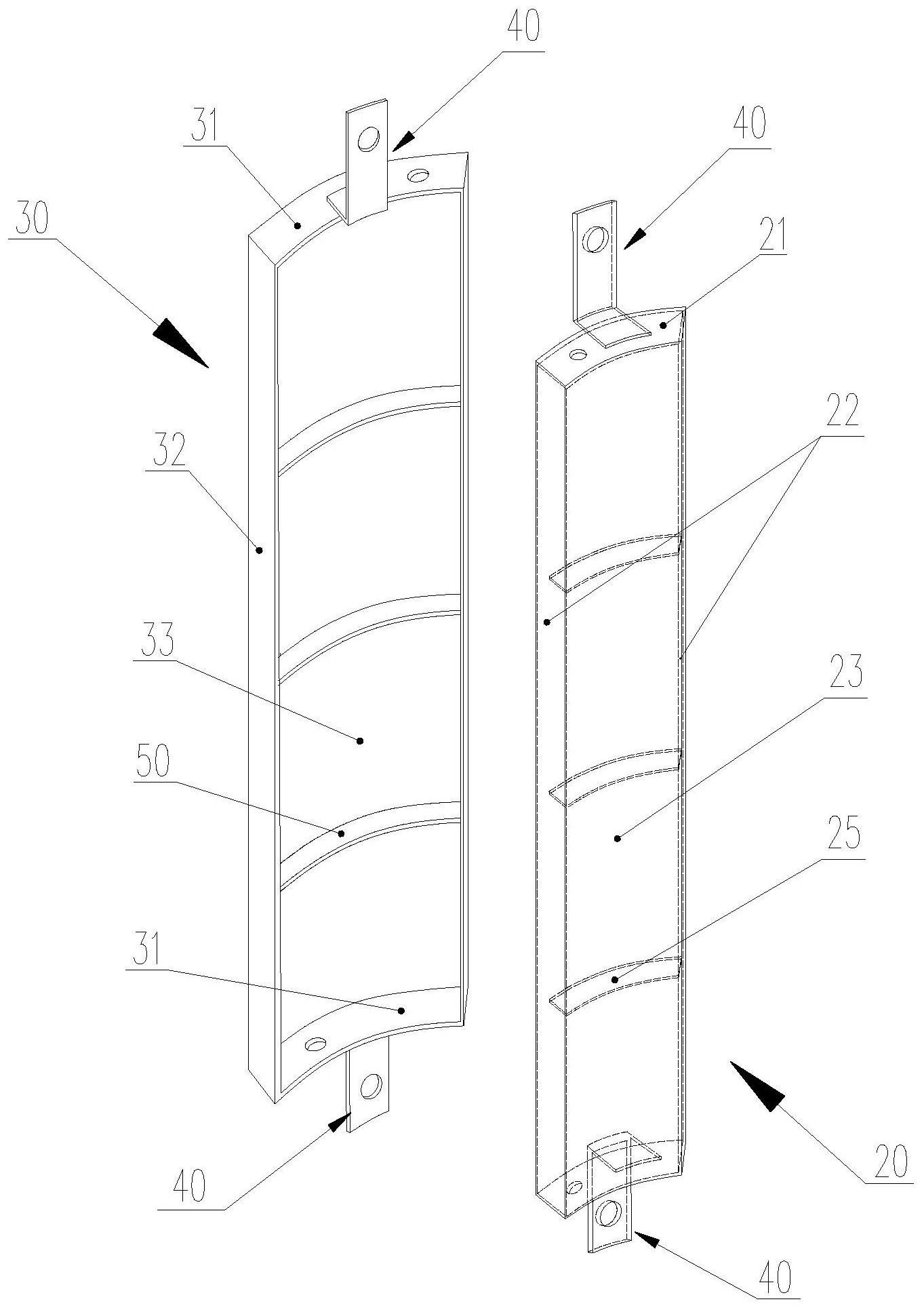
为克服现有技术的不足,本发明实施例提供一种高炉壳体立焊焊缝热处理装置及 其使用方法,目的在于:在高炉壳体建造施工现场,快速有效解决高炉壳体立焊焊缝热处理 过程中,加热块及其保温棉的夹紧固定问题,为施工现场高炉壳体立焊焊缝的热处理工作 提供先决和基础的条件,保证高炉壳体的建设质量,提高施工效率。 为达上述目的,本发明实施例提供如下的技术方案: 一种高炉壳体立焊焊缝热处理装置,所述高炉壳体由钢制环带叠加而成,所述钢 制环带有弯曲的钢板通过立焊拼接而成,其特征在于,包括: 焊缝热处理內模、与所述焊缝热处理內模相对设立的焊缝热处理外模、以及连接 固定构件; 所述焊缝热处理內模为一竖直使用的长条形开口箱体,包括所述箱体上下两端设 置的內模端板以及连接两块所述內模端板的內模侧板和內模盖板或內模圆弧形罩板,所述 內模端板上开设有通孔且所述內模端板其开口侧边缘为外凸弧形; 所述焊缝热处理外模为一竖直使用的长条形开口箱体,包括所述箱体上下两端设 置的外模端板以及连接两块所述外模端板的外模侧板和外模盖板或外模圆弧形罩板,所述 外模端板上开设有通孔且所述外模端板其开口侧边缘为内凹弧形; 所述连接固定构件分别设置在所述內模端板及所述外模端板的上下两侧,用以将 所述焊缝热处理內模及所述焊缝热处理外模固定安装在所述钢制环带上。 进一步的,所述焊缝热处理內模及所述焊缝热处理外模的内部还分别设有多个筋 板隔断,所述筋板隔断用以增强所述內模盖板、所述外模盖板或所述內模圆弧形罩板、所述 外模圆弧形罩板的强度并分割所述焊缝热处理內模及所述焊缝热处理外模的内部空间。 进一步的,所述焊缝热处理內模及所述焊缝热处理外模的长度等于所述钢制环带 立焊焊缝的长度,所述焊缝热处理內模及所述焊缝热处理外模的宽度为0.45~0.55m,所述 5 CN 111575475 A 说 明 书 3/7 页 焊缝热处理內模及所述焊缝热处理外模的厚度为所述高炉壳体立焊焊缝热处理时需用保 温棉厚度的85~90%。 进一步的,所述连接固定构件包括挂件和螺栓螺母,所述挂件上设有螺孔,所述螺 栓穿插在所述螺孔之中且通过所述螺母将所述焊缝热处理內模与所述焊缝热处理外模在 所述钢制环带的内外两侧间对合连接固定起来。 进一步的,所述挂件采用角钢制作。 进一步的,所述焊缝热处理內模及所述焊缝热处理外模采用5mm钢板制作而成。 进一步的,一种上述高炉壳体立焊焊缝热处理装置的使用方法,其特征在于,包括 如下步骤: S10)分别在所述焊缝热处理內模及所述焊缝热处理外模内铺设保温棉; S20)分别在铺设好保温棉的所述焊缝热处理內模及所述焊缝热处理外模的保温 棉上铺设加热片,并在所述加热片上安装连接热电偶,连接所述热电偶的电缆线分别从所 述内模端板及所述外模端板上的通孔中穿出与外部电源连接; S30)分别将所述焊缝热处理內模及所述焊缝热处理外模贴附在所述钢制环带立 焊焊缝的内外两侧; S40)通过所述连接固定构件分别将所述焊缝热处理內模与所述焊缝热处理外模 在所述钢制环带的内外两侧间对合连接固定起来,即可对所述高炉壳体立焊焊缝实施热处 理操作。 进一步的,所述保温棉为硅酸铝棉。 与现有技术相比,本发明实施例的有益效果及显著进步在于: 1)本发明实施例提供的一种高炉壳体立焊焊缝热处理装置及其使用方法,通过竖 直使用的长条形焊缝热处理內模、与焊缝热处理內模相对设立的焊缝热处理外模、以及连 接固定构件,构建成在高炉壳体钢制环带内外两侧间对合连接固定起来的高炉壳体立焊焊 缝热处理装置,且通过分别在焊缝热处理內模及焊缝热处理外模内铺设保温棉、加热片和 在加热片上安装连接热电偶,即可对高炉壳体立焊焊缝实施热处理操作; 2)本发明实施例提供的一种高炉壳体立焊焊缝热处理装置及其使用方法,能够有 效解决高炉壳体建设现场立焊焊缝热处理时,采用通常方法无法有效固定夹紧加热块及保 温棉的问题,能够提高工作效率,节省大量热处理操作的准备时间和保温材料的损耗,保温 效果好、热损失小,对焊缝、热影响区、母材等均有较好的热处理效果; 3)本发明实施例提供的一种高炉壳体立焊焊缝热处理装置,制作简单方便、价格 便宜,适用性强,且可多次重复使用,其使用方法简便,效果可靠,为施工现场高炉壳体的立 焊焊缝热处理提供了先决和基础的条件,提高了工作效率,保证了高炉壳体的建设质量,具 有十分广阔市场应用前景,因此,极具推广应用价值。 附图说明 为更清楚地说明本发明的技术方案,下面将对本发明的实施例所需使用的附图作 一简单介绍。 显而易见地: 下面描述中的附图仅是本发明中的部分实施例的附图,对于本领域普通技术人员 6 CN 111575475 A 说 明 书 4/7 页 来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图,但这些其他 的附图同样属于本发明实施例所需使用的附图之内。 图1为本发明实施例提供的一种高炉壳体立焊焊缝热处理装置及其使用方法所针 对的高炉壳体结构示意图; 图2为本发明实施例提供的一种高炉壳体立焊焊缝热处理装置中包括了侧板和盖 板的立体结构示意图; 图3为本发明实施例提供的一种高炉壳体立焊焊缝热处理装置中包括了圆弧形罩 板的立体结构示意图; 图4为本发明实施例提供的一种高炉壳体立焊焊缝热处理装置使用过程的示意框 图; 图5为本发明实施例提供的一种高炉壳体立焊焊缝热处理装置使用过程的俯视结 构示意图。 图中: 10-钢制环带,11-钢板,12-立焊焊缝; 20-焊缝热处理內模,21-內模端板,22-內模侧板,23-內模盖板,24-內模圆弧形罩 板; 30-焊缝热处理外模,31-外模端板,32-外模侧板,33-外模盖板,34-外模圆弧形罩 板; 40-连接固定构件; 50-筋板隔断; 61-保温棉,62-加热片,63-热电偶。











