
技术摘要:
本发明提供一种自动安装镶套的设备,包括改装注塑成型机、传送带、中央控制器、振动盘装置、组对安装总成、镶套;所述改装注塑成型机安装在地面上,所述改装注塑成型机内安装有镶套一体注塑模具、高精度自动寻位总成,所述高精度自动寻位总成与六轴机器人相连接,所述 全部
背景技术:
随着经济技术的快速发展,人口老龄化的加快,人工成本越来越高,市场竞争越来 越大,传统制造镶套的工艺逐渐无法满足目前生产需要,因此需要不断创新,制造一种自动 安装镶套的设备来取代传统制造镶套工艺,提高生产效率,降低制造成本。
技术实现要素:
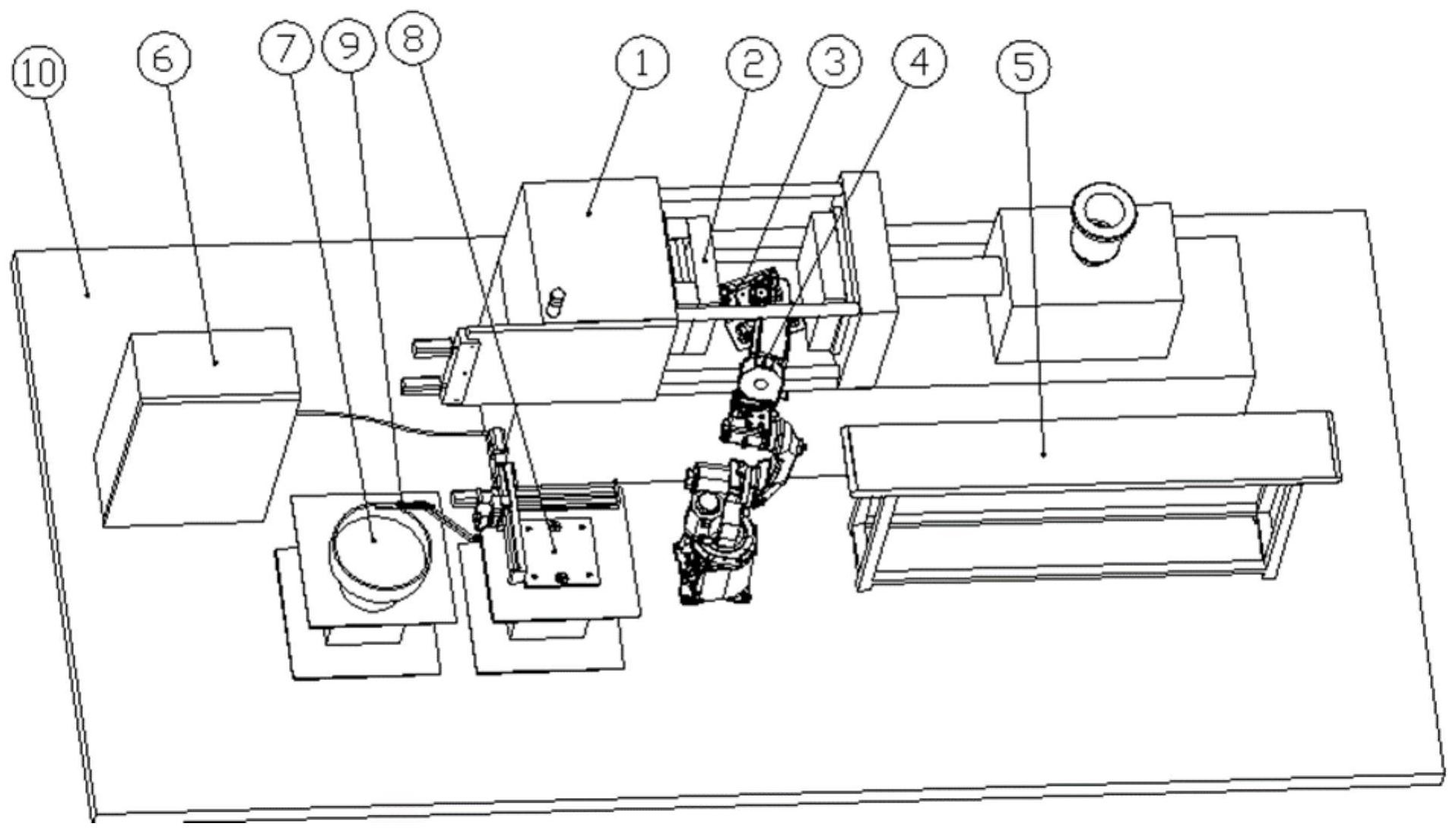
为了解决上述技术问题,本发明提供一种自动安装镶套的设备。 具体方案为:一种自动安装镶套的设备,包括改装注塑成型机、传送带、六轴机器 人、中央控制器、振动盘装置、组对安装总成;所述改装注塑成型机内安装有镶套一体注塑 模具、高精度自动寻位总成,所述高精度自动寻位总成与六轴机器人相连接;所述传送带、 中央控制器、振动盘装置、组对安装总成均分别安装在地面上,所述中央控制器分别与改装 注塑成型机、六轴机器人、传送带、振动盘装置以及组对安装总成线路连接并控制;镶套通 过振动盘装置排列进入组对安装总成并定位放置;由六轴机器人使用高精度自动寻位总成 抓取并放入镶套一体注塑模具;注塑成型后再由六轴机器人使用高精度自动寻位总成将完 成品放入所述传送带。 进一步的,所述改装注塑成型机上还安装有注塑安全门,所述注塑安全门通过安 全门连接块与气缸连接,所述注塑安装门上还安装有红外警示灯,所述气缸、红外警示灯都 连接所述中央控制器。 进一步的,所述镶套一体注塑模具内设置有移动侧型芯、移动侧型芯导套、移动侧 型芯安装槽,所述移动侧型芯导套和移动侧型芯安装槽均安装在移动侧型芯上。 进一步的,所述高精度自动寻位总成内设置有相互垂直安装的六轴机器人抓手安 装板和吸盘安装板; 所述六轴机器人抓手安装板正面设置有机器人安装槽,用于连接所述六轴机器 人,所述六轴机器人抓手安装板正面还设置对应所述镶套一体注塑模具中移动侧型芯安装 槽的自动寻位总成导套,自动寻位总成导套内设有第一自动寻位总成导柱,第一自动寻位 总成导柱穿过六轴机器人抓手安装板在六轴机器人抓手安装板反面连接机器人抓手;第一 自动寻位总成导柱由自动寻位总成气缸控制,自动寻位总成气缸同时控制两个第一自动寻 位总成导柱,该两个第一自动寻位总成导柱由连接块连接;所述机器人抓手安装板反面对 应所述移动侧型芯导套位置处设置有第二自动寻位总成导柱,所述第二自动寻位总成导柱 设置滚珠导套和线型弹簧; 所述吸盘连接板反面设置有吸盘组件,所述吸盘组件对应所述移动侧型芯的位 置。 进一步的,所述振动盘装置内包括振动盘安装平台、振动盘以及镶套运动滑道,所 4 CN 111590819 A 说 明 书 2/4 页 述振动盘安装在振动盘安装平台上,所述镶套运动滑道连接在振动盘上。 进一步的,所述组对安装总成内设置由组对安装平台、横向滑杆、组对安装导套、 组对安装滑块、纵向滑杆、第一电机、第二电机、第三电机、电机连接块、镶套抓手、红外位置 传感器;所述横向滑杆设置在组对安装平台上,所述纵向滑杆设置在所述横向滑杆的滑块 上,所述第三电机设置在所述横向滑杆上,控制所述横向滑杆的滑块沿横向滑杆移动;所述 组对安装滑块设置在所述纵向滑杆上,所述第一电机设置在所述纵向滑杆上,控制所述组 对安装滑块沿纵向滑杆移动;所述第二电机通过电机连接块与所述组对安装滑块连接,所 述第二电机的电机轴连接所述镶套抓手,控制镶套抓手抓取镶套并旋转;所述组对安装滑 块下方对应镶套抓手的位置设有所述红外位置传感器;所述第一电机、第二电机、第三电 机、红外位置传感器都连接所述中央控制器。 进一步的,所述六轴机器人选用广州数控的RB08机器人。 进一步的,所述传送带将改装注塑成型机注塑生产的完成品输送到指定位置完成 检验和包装。 进一步的,所述振动盘通过电磁震动,将杂乱无章的镶套按一定顺序排列进入镶 套运动滑道中。 进一步的,所述镶套为圆柱形,其侧壁设置有凹槽;所述镶套为黄铜镶套或铝镶套 或不锈钢镶套。 本发明的有益效果为:本发明设备取代了工作人员手动放镶套的操作,减轻了工 作人员劳动强度,实现了人性化管理;且有效的提高了50%的成品生产周期,避免了工作人 员手工操作时漏放镶套和损坏镶套的情况,提高了注塑成品完成率。 附图说明 图1是本发明现场排放示意图; 图2是本发明的改装注塑成型机结构示意图; 图3是本发明的镶套一体注塑模具和高精度自动寻位总成结构示意图; 图4是本发明的高精度自动寻位总成吸取树脂成品的示意图; 图5是本发明的振动盘装置示意图; 图6是本发明的组对安装总成结构示意图; 图7是本发明的制造流程图; 图8是本发明的组对安装总成流程图; 图9是本发明的六轴机器人操作流程图; 图10是本发明的镶套一体注塑的树脂成品示意图; 图11是本发明的传送带上树脂成品排放示意图。 图中: 1、改装注塑成型机;2、镶套一体注塑模具;3、高精度自动寻位总成;4、六轴机器 人;5、传送带;6、中央控制器;7、振动盘装置;8、组对安装总成;9、镶套;10、地面;11、气缸; 12、安全门连接块;13、注塑机安全门;14、红外警示灯;21、移动侧型芯;22、移动侧型芯导 套;23、移动侧型芯安装槽;31、自动寻位总成导套;32、自动寻位总成气缸;33、第一自动寻 位总成导柱;34、连接块;35、六轴机器人安装槽;36、六轴机器人抓手安装板;37、吸盘安装 5 CN 111590819 A 说 明 书 3/4 页 板;38、第二自动寻位总成导柱;39:吸盘组件;71、振动盘安装平台;72、振动盘;73、镶套运 动滑道;81、组对安装平台;82、横向滑杆;83、组对安装导套;84、组对安装滑块;85、纵向滑 杆;86-1、第一电机;86-2、第二电机;86-3、第三电机;87、电机连接块;88、镶套抓手;89、红 外位置传感器;91、镶套一体注塑的树脂成品;92、镶套凹槽。











