
技术摘要:
本发明涉及管接头、带管接头的管以及管接头的制造方法。扩口螺母(1A)具备将包含聚乙烯系物质、润滑物以及固体颗粒的涂敷剂附着于涂覆区域(R)而形成的树脂涂覆层。在将使基于树脂涂覆层的有无所产生的质量差除以涂覆区域(R)的表面积所得到的值定义为单位面积质量w[g/m2] 全部
背景技术:
公知有以被标准化的螺栓、螺母等螺纹部件的防松、提高轴向力为目的,在螺纹部 件的表面涂覆润滑剂、粘接剂、实施镀敷等的表面处理。另外,公知有对汽车的制动器管等 所使用的螺纹式的管接头实施树脂涂覆的技术(例如,参照日本特开2015-230099号公报、 日本特开2009-299895号公报以及欧洲专利申请公开第2706277号说明书)。 若将螺纹部件紧固于对象部件的紧固扭矩是一定的,则作用于螺纹部件与对象部 件之间的摩擦力越小轴向力越增大。因此,对螺纹部件实施表面处理而使摩擦力降低。由此 能够以相同的紧固扭矩获得较大的轴向力。该情况不局限于被标准化的螺纹部件,螺纹式 的管接头也相同。例如,管接头用于金属制的管的结合。 在将管接头用于金属制的管的结合的情况下,在将管接头安装于管的外周的状态 下,被称为ISO扩口、双扩口等的环状部形成于末端。环状部向管径方向外侧突出且大于管 接头的内径,因此管接头通过环状部防止向末端侧脱落。另外,汽车配管用的管按照车辆底 部的布局而被弯曲加工,因此管接头通过管的弯曲部而在从末端离开的方向上也被防脱。 因此,在为了结合有管的各种装置的保养、修理而拧松管接头的紧固将管卸下后再返回现 状的情况下,只要不与管一起更换管接头,则每当保养、修理时不得不再使用相同的管接 头。 在为了再使用管接头而以相同的紧固扭矩反复进行紧固及其解除的情况下,存在 其次数越增加轴向力越降低的趋势。因此,当在管接头再利用时以相同的紧固扭矩进行了 紧固的情况下,由于该轴向力降低率越大轴向力越降低,因此用再利用的管接头有可能无 法获得所希望的结合力。 另一方面,有时在紧固管接头时,产生管与管接头一起旋转的随动。随动产生于在 设置于管的环状部与管接头之间产生的摩擦力大于在环状部与对象部件之间产生的摩擦 力的情况。若为了阻止该随动而一边固定管一边紧固管接头,则作为阻止随动的反作用力 会产生扭转管的随动扭矩。若随动扭矩较大,则会对管带来损伤。另外,随动扭矩的反作用 力作用于使紧固的管接头松动的方向,因此若在将管安装于车辆的状态下残留有随动扭 矩,则以车辆的振动为起因会引起管接头的松动。因此在紧固管接头时产生的随动扭矩的 上限值是考虑管的强度以及车辆的振动来决定的。 随动扭矩存在在管接头的初次紧固时最大在下次使用时降低,而不太会因以后的 使用次数而发生变化的趋势。因此,若在初次紧固时随动扭矩小于上限值,则在再使用管接 头时随动扭矩不会超过其上限值。
技术实现要素:
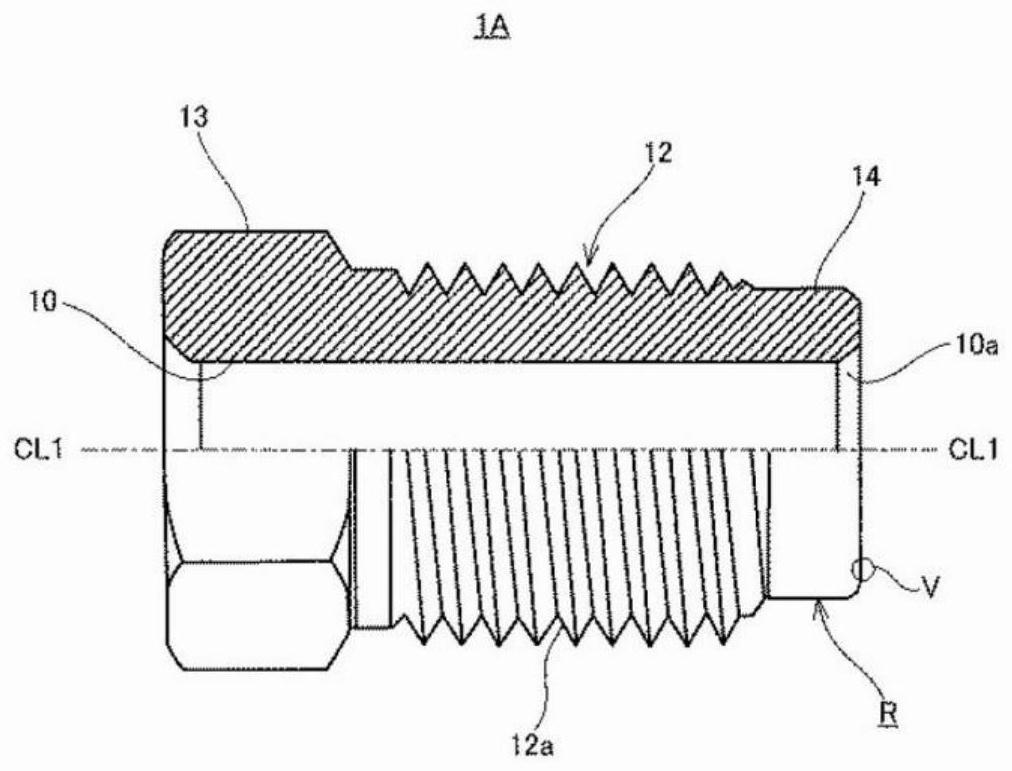
本发明的发明人们发现基于管接头的再使用的轴向力降低率与对初次紧固时的 6 CN 111609229 A 说 明 书 2/16 页 随动扭矩产生影响的主要的因素在于树脂涂覆层的厚度。另外,本发明的发明人们发现了 树脂涂覆层的厚度是对管接头的耐腐蚀性带来影响的因素之一,若树脂涂覆层的厚度不 同,则会在再使用时在管接头的耐腐蚀性产生差异。 本发明的一个方式的课题之一在于,提供一种管接头以及带管接头的管,能够在 反复进行紧固以及解除的情况下,获得随动扭矩小于上限值的初次轴向力,并且能够将轴 向力降低率抑制为较低。另外,本发明的一个方式的课题之一在于,提供一种管接头以及带 管接头的管,能够在再使用时确保与初次紧固时同等的耐腐蚀性。这些课题的记载不妨碍 其他课题的存在。另外本发明的一个方式无需解决上述全部课题。 本发明的一个方式的管接头,安装于在端部设置有向管径方向外侧突出的环状部 的金属制的管的外周,在与所述环状部接触的状态下紧固于对象部件,由此能够将所述管 与所述对象部件结合,其中具备:螺纹部,其形成有与在所述对象部件设置的内螺纹啮合的 外螺纹;接触部,其设置于紧固时所述外螺纹的行进方向侧的端部,用于在向所述对象部件 紧固时一边与所述环状部接触、一边将所述环状部按压于所述对象部件;以及树脂涂覆层, 其设置于包含所述螺纹部以及所述接触部的各表面的涂覆区域,所述螺纹部以及所述接触 部分别被沿相对于所述行进方向平行的方向延伸的贯通孔贯通,所述外螺纹具有9.53~ 14.0[mm]的外径,并且所述接触部具有4.98~8.44[mm]的内径,所述树脂涂覆层包含聚乙 烯系物质、润滑物以及固体颗粒,并且在将使基于所述树脂涂覆层的有无而产生的质量差 除以所述涂覆区域的表面积所得到的值定义为单位面积质量w[g/m2]时,0.79<w<10.07 成立。 根据上述方式,对于与设置于管接头的树脂涂覆层的厚度相关的单位面积质量w 而言,0.79<w<10.07成立,因此在反复进行紧固以及解除的情况下,能够获得随动扭矩小 于上限值的初次轴向力,并且能够将轴向力降低率抑制为较低。 在上述方式中也可以是,对于单位面积质量w而言,1.20<w<10.07成立。根据该 方式,在反复进行紧固以及解除的情况下,能够获得随动扭矩小于上限值的初次轴向力,并 且能够将轴向力降低率抑制为较低,而且即使在管接头再使用时也能够确保与初次使用时 同等的耐腐蚀性。 在上述方式中也可以是,准备相当于所述对象部件的试验用部件和与所述管为相 同外径且具有相当于所述环状部的试验用环状部的试验用管,在反复n次进行包含紧固操 作以及解除操作的紧固试验的情况下,在将在第1次所述紧固试验中产生的最大轴向力设 为初次轴向力F1[kN],并且将在第n次所述紧固试验中产生的最大轴向力设为第n次轴向力 Fn[kN],并将通过-(Fn-F1)/(n-1)所得到的值定义为轴向力降低率α[kN/次]时,0<α<1.75 成立,其中1<n<6,所述紧固操作是在与所述试验用环状部接触的状态下以规定的紧固扭 矩紧固于所述试验用部件的操作,所述解除操作是在所述紧固操作之后将紧固松动而解除 所述试验用管的结合的操作。根据该方式,对于轴向力降低率α而言,0<α<1.75成立,因此 能够抑制再使用时的轴向力降低,即使以与初次使用时相同的紧固扭矩进行紧固,也能够 在再使用时获得所希望的结合力。 另外也可以是,所述管是汽车的制动器配管所使用的制动器管,在所述紧固扭矩 为12.0~22.0[Nm]的范围内的情况下,F1<14.0成立。在该情况下,保证不超过随动扭矩的 上限值,因此能够避免对制动器管带来损伤,并且防止引起管接头的松动。 7 CN 111609229 A 说 明 书 3/16 页 在上述方式中也可以是,在所述螺纹部以及所述接触部的各表面形成有锌系镀敷 层,在所述锌系镀敷层上设置有所述树脂涂覆层,所述树脂涂覆层的摩擦系数小于形成有 所述锌系镀敷层的所述表面的摩擦系数。根据该方式,管接头的耐腐蚀性提高。特别是在设 置有锌镍合金镀敷层作为所述锌系镀敷层的情况下,耐腐蚀性的提高显著。 在上述方式中也可以是,所述树脂涂覆层通过将包含所述聚乙烯系物质、所述润 滑物以及所述固体颗粒的涂敷剂附着于所述涂覆区域而形成,对于所述涂敷剂而言,使用 依据ISO 2555:1990的规格的旋转粘度计,将所述旋转粘度计的主轴的旋转速度设定为60 [rpm]所测定出的温度25[℃]时的粘度为4.24~5.27[mPa·s]。根据该方式,选择这样的粘 度范围的涂敷剂,由此能够适当地控制单位面积质量w。 本发明的一个方式的带管接头的管具备:金属制的管,其在端部设置有向管径方 向外侧突出的环状部,并且在从所述环状部离开的位置设置有弯曲部;以及管接头,其在利 用所述环状部以及所述弯曲部防脱的状态下安装于所述管的外周,并在与所述环状部接触 的状态下紧固于对象部件,由此能够将所述管结合于所述对象部件,所述管接头具备:螺纹 部,其形成有与在所述对象部件设置的内螺纹啮合的外螺纹;接触部,其设置于紧固时所述 外螺纹的行进方向侧的端部,用于在向所述对象部件紧固时一边与所述环状部接触、一边 将所述环状部按压于所述对象部件;以及树脂涂覆层,其设置于包含所述螺纹部以及所述 接触部的各表面的涂覆区域,所述螺纹部以及所述接触部分别被沿相对于所述行进方向平 行的方向延伸的贯通孔贯通,所述外螺纹具有9.53~14.0[mm]的外径,并且所述接触部具 有4.98~8.44[mm]的内径,所述树脂涂覆层包含聚乙烯系物质、润滑物以及固体颗粒,并且 在将使基于所述树脂涂覆层的有无而产生的质量差除以所述涂覆区域的表面积所得到的 值定义为单位面积质量w[g/m2]时,0.79<w<10.07成立。 根据上述方式,对于单位面积质量w而言,0.79<w<10.07成立,因此在反复进行 紧固以及解除的情况下,能够获得随动扭矩小于上限值的初次轴向力,并且能够将轴向力 降低率抑制为较低。另外,树脂涂覆层也可以通过将包含聚乙烯系物质、润滑物以及固体颗 粒的涂敷剂附着于涂覆区域而形成。 在上述方式中也可以是,对于单位面积质量w而言,1.20<w<10.07成立。根据该 方式,在反复进行紧固以及解除的情况下,能够获得随动扭矩小于上限值的初次轴向力,并 且能够将轴向力降低率抑制为较低,并且即使在管接头再使用时,也能够确保与初次使用 时同等的耐腐蚀性。 在上述方式中也可以是,所述管是汽车的制动器配管所使用的制动器管,准备相 当于所述对象部件的试验用部件和与所述管为相同外径且具有相当于所述环状部的试验 用环状部的试验用管,在反复n次进行包含紧固操作以及解除操作的紧固试验的情况下,在 将在第1次所述紧固试验中产生的最大轴向力设为初次轴向力F1[kN],并且将在第n次所述 紧固试验中产生的最大轴向力设为第n次轴向力Fn[kN],并将通过-(Fn-F1)/(n-1)所得到的 值定义为轴向力降低率α[kN/次]时,F1<14.0以及0<α<1.75成立,其中1<n<6,所述紧 固操作是在与所述试验用环状部接触的状态下以12.0~22.0[Nm]的范围内的紧固扭矩紧 固于所述试验用部件的操作,所述解除操作是在所述紧固操作之后将紧固松动而解除所述 试验用管的结合的操作。 根据该方式,对于轴向力降低率α而言,0<α<1.75成立,因此能够抑制再使用时 8 CN 111609229 A 说 明 书 4/16 页 轴向力的降低,即使以与初次使用时相同的紧固扭矩进行紧固,也能够在再使用时获得所 希望的结合力。而且关于初次轴向力F1,F1<14.0成立,因此保证不超过随动扭矩的上限值, 能够避免对制动器配管所使用的管带来损伤,并且防止引起管接头的松动。 在上述方式中也可以是,在所述螺纹部以及所述接触部的各表面形成有锌系镀敷 层,在所述锌系镀敷层上设置有所述树脂涂覆层,设置有锌镍合金镀敷层作为所述锌系镀 敷层,并且所述树脂涂覆层的摩擦系数小于形成有所述锌系镀敷层的所述表面的摩擦系 数。根据该方式,设置有锌镍合金镀敷层作为锌系镀敷层,因此耐腐蚀性的提高显著。 本发明的一个方式的管接头,安装于在端部设置有向管径方向外侧突出的环状部 的金属制的管的外周,在与所述环状部接触的状态下紧固于对象部件,由此能够将所述管 与所述对象部件结合,其中具备:螺纹部,其形成有与在所述对象部件设置的内螺纹啮合的 外螺纹;接触部,其设置于紧固时所述外螺纹的行进方向侧的端部,用于在向所述对象部件 紧固时一边与所述环状部接触、一边将所述环状部按压于所述对象部件;以及树脂涂覆层, 其设置于包含所述螺纹部以及所述接触部的各表面的涂覆区域,所述管是汽车的制动器配 管所使用的制动器管,所述螺纹部以及所述接触部分别被沿相对于所述行进方向平行的方 向延伸的贯通孔贯通,所述外螺纹具有9.53~14.0[mm]的外径,并且所述接触部具有4.98 ~8.44[mm]的内径,所述树脂涂覆层包含聚乙烯系物质、润滑物以及固体颗粒,并且在将使 基于所述树脂涂覆层的有无而产生的质量差除以所述涂覆区域的表面积所得到的值定义 为单位面积质量w[g/m2],并且准备相当于所述对象部件的试验用部件和与所述管为相同 外径且具有相当于所述环状部的试验用环状部的试验用管,在反复n次进行包含紧固操作 以及解除操作的紧固试验的情况下,在将在第1次所述紧固试验中产生的最大轴向力设为 初次轴向力F1[kN],并且将在第n次所述紧固试验中产生的最大轴向力设为第n次轴向力Fn [kN],并将通过-(Fn-F1)/(n-1)所得到的值定义为轴向力降低率α[kN/次]时,以使F1<14.0 以及0<α<1.75成立的方式设定所述单位面积质量w的范围,其中1<n<6,所述紧固操作 是在与所述试验用环状部接触的状态下以12.0~22.0[Nm]的范围内的紧固扭矩紧固于所 述试验用部件的操作,所述解除操作是在所述紧固操作之后将紧固松动而解除所述试验用 管的结合的操作。 根据该管接头,对于轴向力降低率α而言,0<α<1.75成立,因此能够抑制再使用 时的轴向力的降低,即使以与初次使用时相同的紧固扭矩进行紧固,也能够在再使用时获 得所希望的结合力。而且关于初次轴向力F1,F1<14.0成立,因此保证不超过随动扭矩的上 限值,能够避免对制动器配管所使用的管带来损伤,并且防止引起管接头的松动。 在该管接头的一个方式中也可以是,所述单位面积质量w的范围为0 .79<w< 10.07。根据该方式,在反复进行紧固以及解除的情况下,能够获得随动扭矩小于上限值的 初次轴向力,并且能够将轴向力降低率抑制为较,而且即使在管接头再使用时,也能够确保 与初次使用时同等的耐腐蚀性。 在上述方式中也可以是,对于单位面积质量w而言,1.20<w<10.07成立。根据该 方式,在反复进行紧固以及解除的情况下,能够获得随动扭矩小于上限值的初次轴向力,并 且能够将轴向力降低率抑制为较低,并且,即使在管接头的再使用时,也能够确保与初次使 用时同等的耐腐蚀性。 本发明的一个方式的管接头的制造方法,所述管接头安装于在端部设置有向管径 9 CN 111609229 A 说 明 书 5/16 页 方向外侧突出的环状部的金属制的管的外周,在与所述环状部接触的状态下紧固于对象部 件,由此能够将所述管与所述对象部件结合,所述管接头的制造方法具备以下工序:准备工 序,准备所述管接头;以及涂覆工序,在设定于所述管接头的表面的涂覆区域形成树脂涂覆 层,所述涂覆工序包括以下工序:浸渍工序,将所述管接头浸渍于作为成分包含聚乙烯系物 质、润滑物以及固体颗粒,使用依据ISO 2555:1990的规格的旋转粘度计,将所述旋转粘度 计的主轴的旋转速度设定为60[rpm]所测定出的25[℃]时的粘度为4.24~5.27mPa·s的涂 敷剂,并使所述涂敷剂附着于所述涂覆区域;以及干燥工序,在所述浸渍工序后使附着于所 述管接头的所述涂覆区域的所述涂敷剂干燥,在所述浸渍工序中,在将使基于所述树脂涂 覆层的有无而产生的质量差除以所述涂覆区域的表面积所得到的值定义为单位面积质量w [g/m2]的情况下,将所述涂敷剂温度调整为30~40[℃]的范围内,并使所述管接头浸渍,由 此将所述单位面积质量w控制在0.79<w<10.07的范围内。 根据该制造方法,选择上述粘度范围的涂敷剂,将该涂敷剂温度调整为上述温度 范围内,由此能够以成为0.79<w<10.07的方式控制单位面积质量w。 在上述方式中,也可以将所述单位面积质量w控制为1.20<w<10.07的范围内。 另外,在本发明的各方式中,螺纹部的表面意味着与内螺纹实际啮合或者预定与 内螺纹啮合的螺纹形成范围的表面。另外,接触部的表面意味着与环状部实际接触或者预 定与环状部接触的接触面。包含螺纹部以及接触部的各表面意味着包含螺纹部的表面的全 部或者一部分,并且包含接触部的表面的全部或者一部分。另外,树脂涂覆层也可以通过将 包含聚乙烯系物质、润滑物以及固体颗粒的涂敷剂附着于涂覆区域而形成。 附图说明 图1是表示安装管接头而装配有弯曲加工后的多个制动器管的状态的图。 图2是表示作为管接头的一个例子的扩口螺母的图。 图3是表示作为环状部的一个例子的ISO扩口形成于末端的制动器管的图。 图4是表示在作为对象部件的一个例子的主缸结合有制动器管的状态的图。 图5是图2的V部的放大剖视图。 图6是表示树脂涂覆层的形成方法的概要的图。 图7是表示作为管接头的其他一个例子的扩口螺母的图。 图8是表示作为环状部的其他一个例子的双扩口形成于末端的制动器管的图。 图9是表示作为结合有图5的制动器管的对象部件的一个例子的主缸的一部分的 剖视图。 图10是图7的X部的放大剖视图。 图11A是表示试验样本的一览表的图。 图11B是表示接着图11A的一览表的图。 图12是表示轴向力测定装置的结构的图。 图13A是表示紧固试验的试验结果的图。 图13B是接着图13A的图。 图14A是汇总评价结果并对合格样本与不合格样本进行整理后的图。 图14B是接着图14A的图。 10 CN 111609229 A 说 明 书 6/16 页 图15是表示单位面积质量与耐腐蚀性的关系的图。 附图标记说明:1A、1B…扩口螺母(管接头);10、20…贯通孔;12、22…螺纹部;12a、 22a…外螺纹;14、24…接触部;16…ISO扩口(环状部);18、28…涂覆层;26…双扩口(环状 部);BT…制动器管(管);FN…扩口螺母;MC1、MC2…主缸(对象部件);R…涂覆区域;T…试验 用管;TM…试验用部件;TR…试验用环状部。











