
技术摘要:
本发明公开了一种灯带整平装置,设置在工作台上,所述工作台上设有灯带输送轨道,所述灯带输送轨道外侧设有侧板,在所述侧板上设有固定的第一夹爪以及可移动的第二夹爪,其中,所述灯带整平装置包括用于吸附灯带的吸板,所述吸板设于所述灯带输送轨道内侧,所述第二夹 全部
背景技术:
现有技术中,灯带点胶设备只能做到0.5米,如果要做的5米一条,需要十条0.5米 的光源首尾对接,用焊接机焊9次才达到5米,但是这样做的话,灯带与灯带对接线光源位置 不准,不能保障在一条线上,焊接起来的一整条色温不准确,柔性光源使用过程中需要任意 弯曲造型,在弯曲过程中焊接点位置能出现死灯,焊接过程中容易出现爆灯,因此,提出一 款设备实现5米的灯带点胶,但是由于是5米的点胶,点胶的效率取决于灯带的平整性,因 此,如何保证灯带的平整性是个亟待解决的问题。 因此,现有技术还有待于改进和发展。
技术实现要素:
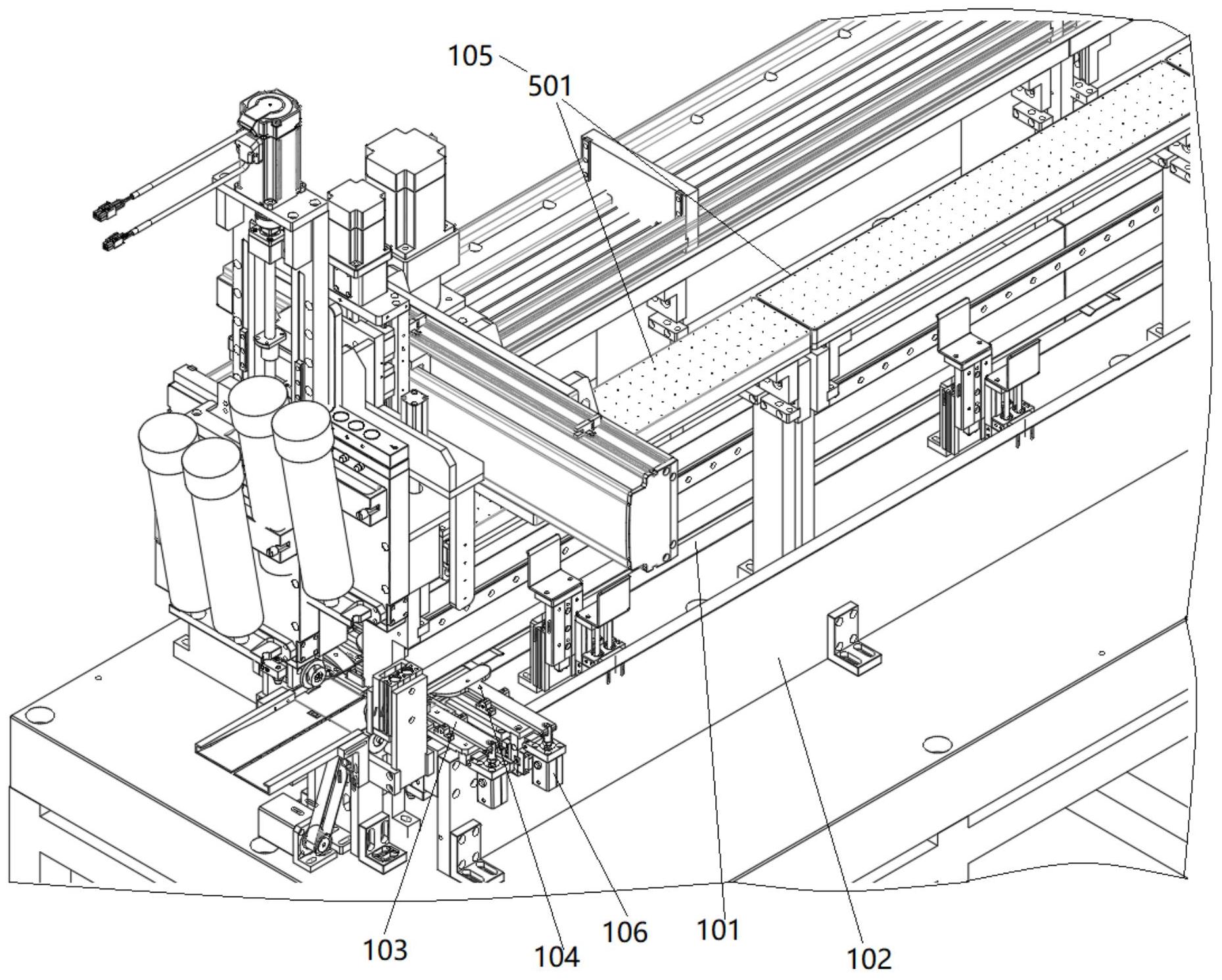
鉴于上述现有技术的不足,本发明的目的在于提供一种灯带整平装置,旨在解决 现有技术中保证灯带平整性的问题。 本发明的技术方案如下: 一种灯带整平装置,设置在工作台上,所述工作台上设有灯带输送轨道,所述灯带 输送轨道外侧设有侧板,在所述侧板上设有固定的第一夹爪以及可移动的第二夹爪,其中, 所述灯带整平装置包括用于吸附灯带的吸板,所述吸板设于所述灯带输送轨道内侧,所述 第二夹爪夹取灯带在所述灯带输送轨道上移动,通过所述吸板吸附所述灯带,保证灯带平 整度。 所述的灯带整平装置,其中,所述吸板包括多个子吸板,所述吸板包括1个或多个 子吸板,所述吸板通过1个或多个子吸板拼接而成。 所述的灯带整平装置,其中,所述吸板上方还设有滚轴,所述滚轴与电机连接,通 过滚轴滚压灯带,保证灯带的平整度。 所述的灯带整平装置,其中,所述第一夹爪以及第二夹爪与驱动装置连接,通过驱 动装置带动夹爪,上顶或下压灯带,张紧灯带。 所述的灯带整平装置,其中,当滚轴到达子吸板位置时,所述子吸板开启吸附功 能。 所述的灯带整平装置,其中,所述的每个子吸板上设有传感器,所述传感器感应到 滚轴后,启动吸板吸附功能,吸附灯带。 所述的灯带整平装置,其中,所述传感器为压力传感器。 所述的灯带整平装置,其中,所述驱动装置为电机或气缸。 所述的灯带整平装置,其中,所述吸板为真空吸板。 有益效果:本发明公开了一种灯带整平装置,设置在工作台上,所述工作台上设有 灯带输送轨道,所述灯带输送轨道外侧设有侧板,在所述侧板上设有固定的第一夹爪以及 3 CN 111545415 A 说 明 书 2/3 页 可移动的第二夹爪,其中,所述灯带整平装置包括用于吸附灯带的吸板,所述吸板设于所述 灯带输送轨道内侧,所述第二夹爪夹取灯带在所述灯带输送轨道上移动,通过所述吸板吸 附所述灯带,保证灯带平整度,本发明所述灯带整平装置,能够在灯带点胶之前,对灯带进 行整平处理,保证点胶效率。 附图说明 下面将结合附图及实施例对本发明作进一步说明,附图中: 图1为本发明所述灯带整平装置的整体示意图。 图2为本发明所述灯带整平装置的入料位置的局部放大示意图。 图3为本发明所述灯带整平装置的滚轴的示意图。











