
技术摘要:
一种用于肩铣和/或铣槽应用的立铣刀包括至少一个具有切削刃的齿。切削刃包括从切削端面向后延伸的第一子刃和从第一子刃向后延伸的第二子刃。角过渡相交部限定第一子刃终止和第二子刃开始的位置。角过渡相交部大致位于源自切削端面的有效切削长度的20%至75%之间并且更 全部
背景技术:
从许多公开文献中已知沿着单条切削刃使角度变化,例如US6,991 ,409以及文章 “主题变奏曲”(切削刀具工程杂志,2004年10月,第56册,第10期)。 在上述文章中,应注意词语“可变”存在不同的用法。在本申请中,这种用法涉及单 条外周刃,其角度在沿着其的不同轴向位置处具有至少一个不同的值(即,该角度不与围绕 立铣刀周向间隔开、通过排屑槽分开的其他切削刃的角度进行比较,而是与沿着同一条刃 的角度进行比较)。应理解的是,这样的立铣刀还可以在立铣刀的其他齿上包括附加切削 刃,这些附加切削刃沿着它们各自的轴向长度具有可变的角度,并且还可以与相同轴向位 置处的其他切削刃的值不同。 在上述公开文献中,利用可变角来减少振颤,这又可以增加刀具寿命。尽管立铣刀 的所有特征通常都与延长刀具寿命有关,但本申请的主题以不同的方式使用可变角来提高 刀具寿命。 特别地,认为本申请对于被设计为使用外周延伸的切削刃(即,沿着立铣刀的基本 轴向方向延伸的刃,而不是位于立铣刀的切削端面处的刃)进行铣削的立铣刀是有利的。例 如,肩铣应用使用外周延伸的刃来围绕工件的外周进行铣削,通常是、但不限于等于立铣刀 直径的深度(“1D”)或者常常是直径两倍的深度(“2D”)。类似地,铣槽应用可以使用铣刀的 外周刃进入工件,以在相似的深度处形成槽或类似形状。应理解,“被构造成用于肩铣和/或 铣槽应用的立铣刀”的术语并非排除也被构造成用于平面铣操作(即,使用切削端面处的轴 向刃进行铣削)的立铣刀,但是排除被构造成仅用于平面铣操作而不被构造成用于肩铣和/ 或铣槽操作的立铣刀(即,面铣刀)。 为简洁起见,本文所讨论的所有角度都应理解为与周向延伸的切削刃或齿有关, 而不是位于切削端面处的轴向切削刃或齿或者在轴向齿与周向齿之间延伸的拐角切削刃。 因此,在下面可以使用缩写名称“切削刃”代替“外周切削刃”。因此,应理解的是本文中的词 语前角可更具体地称为径向前角。这不应被理解为是指特定的齿不另外包括轴向切削刃或 轴向前角。 总体而言,在说明书和权利要求书中,除非角度被表述为沿着特定的子刃“相同”, 否则所述角度就可以是可变的。例如,当表明切削刃具有“螺旋角”时,沿着子刃可以存在不 同的螺旋角,即一系列角度。 本发明的目的是提供一种改进的立铣刀。
技术实现要素:
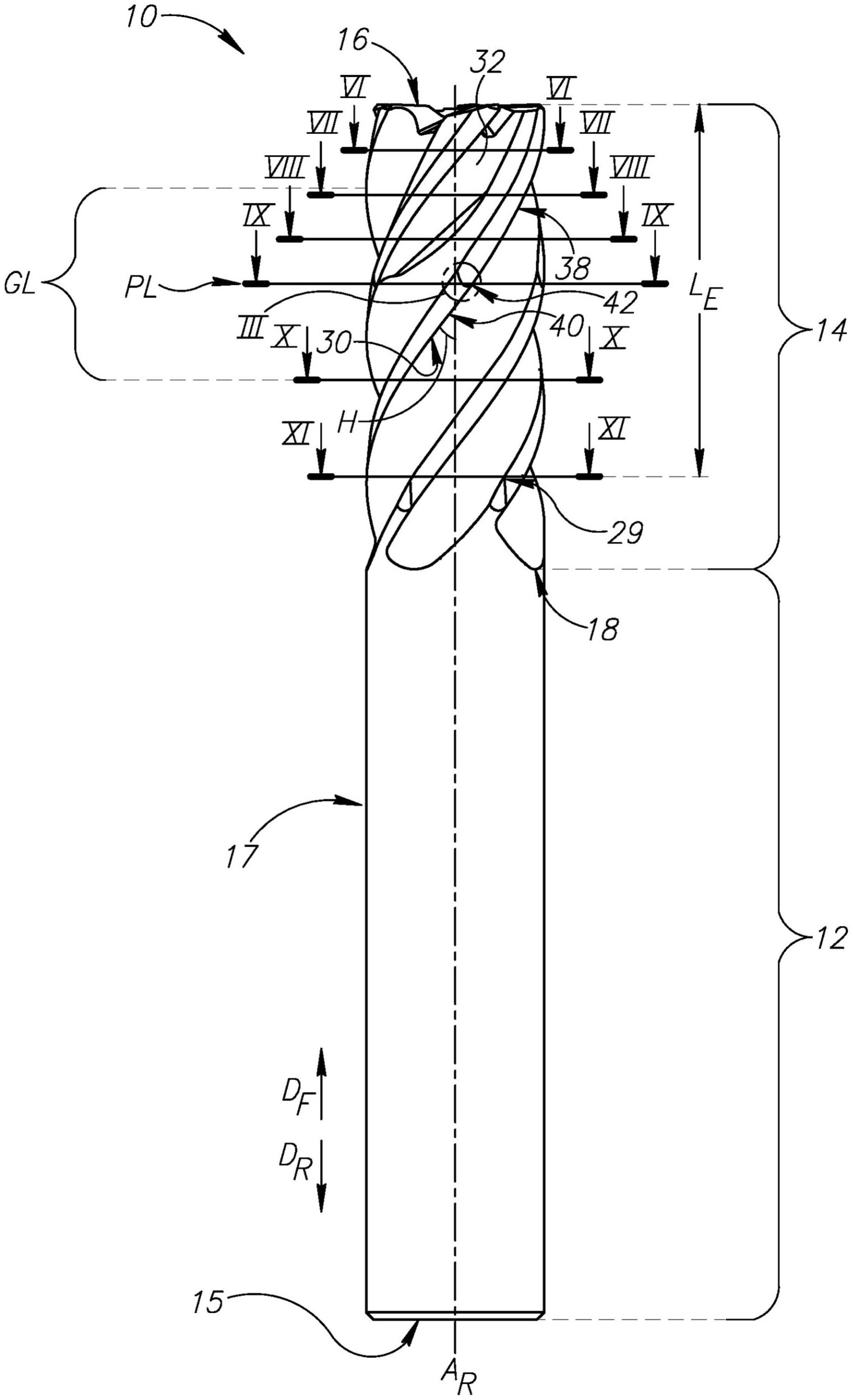
已经观察到,在肩铣和/或铣槽应用期间,沿着有效切削长度的比柄部更接近切削 4 CN 111741827 A 说 明 书 2/9 页 端面的部分发生立铣刀的外周刃的初始磨损。在理论约束之外,认为最大磨损量通常产生 在所述部分处,因为首先在此产生磨损(即,更靠近切削端面的切削刃较早地接触工件)并 由此继续相对于切削刃的其余部分与工件接触最长时间。 本发明的主题涉及一种立铣刀,其包括被构造为具有一个或多个可变角的齿,该 可变角被设计为延迟切削端面附近的磨损,从而增加立铣刀的刀具寿命。 应理解的是,由于不同的加工条件(例如,切削深度)或应用(例如,铣槽对比肩铣、 加工深度等),所述初始磨损的精确位置是不同的,即在不同的轴向位置处开始。尽管如此, 这通常出现在与切削端面相距20%至75%的有效切削长度的范围内、甚至更通常地在20% 至50%的范围内。 根据本申请的主题的第一方面,提供了一种用于肩铣和/或铣槽应用的立铣刀,其 中至少一条切削刃具有位于与切削端面相距20%至75%的有效切削长度处的可变角构造。 可变角可以是前角、螺旋角,或者两者都可以是可变的。 在下文中,代替更常用的术语“可变角(构造)”,将使用称为“角过渡相交部”的更 精确的定义,即,角度变化并且角度类型也变化的位置。 因此,更精确地,提供了一种用于肩铣和/或铣槽应用的立铣刀,其中至少一条切 削刃具有位于与切削端面相距20%至75%的有效切削长度处的角过渡相交部,该角过渡相 交部的位置被限定在产生以下一种情况或者在位于相同轴向位置时产生以下两种情况的 位置的最前方:第一情况,其中角过渡相交部处的前角大于更接近切削端面的所有前角;或 者第二情况,其中角过渡相交部处的螺旋角明显大于与角过渡相交部直接邻接且处于其前 方的螺旋角。 对第一情况进行说明,由于切削刃因其在预期发生磨损的部分钝化而更倾向于通 过较高的前角磨损(由于更尖锐的刃形状对工件进行撞击),因此在该部分产生的磨损量被 延迟。 应理解的是,相对较钝的刃比相对较锐利的刃切削工件的效率低,因此在最前方 的部分处的切削效率也降低,尽管如此,已经发现延长的刀具寿命提供了总体优势。 为了说明使用不同机制来延长刀具寿命的第二情况,认为通过在切削端面后方较 大的轴向距离处形成较大的螺旋角变化(如下文进一步所述,定量地限定为至少5%的突 变)使形成的切屑突然隆起(与由恒定或逐渐弯曲的螺旋形切削刃产生的典型的平滑切削 运动相反)。认为这种隆起作用会增加发生冲击的位置处而不是更接近切削端面的更脆弱 的区域处的初始磨损。换言之,这种特征是增加特定位置处的磨损并由此控制其进展的有 意尝试。 除了上述单独的有益功能外,使用两种情况的立铣刀的好处还在于:通过减小预 期磨损区域中的前角,磨损被延迟,但切削效率也被降低;更大且因此更具侵略性的螺旋角 可以由此提高切削效率,并补偿由于钝刃导致的切削效率降低。尽管这两个特征似乎会抵 消彼此的作用,但认为相对较锋利的切削刃与由更大螺旋角引起的更具侵略性的切削操作 相比更加是产生磨损的原因,因此认为这两个特征在一起的互补作用是有益的。 测试的刀具显示出在接近前切削表面的典型部位中的磨损延迟和角过渡相交部 处开始的发展产生了形成这些特征的刀具寿命的期望的延长。意想不到且非典型地,在实 验期间,观察到在角过渡相交部处产生磨损后,磨损随后在向后方向上(即,远离切削端面) 5 CN 111741827 A 说 明 书 3/9 页 增大,随后仅在角过渡相交部的向前方向上增大。 尽管上述可变前角构造容易理解为对于正前角特别有利,即最前方的部分具有较 小但仍为正的前角(例如,3°)并且其后方的部分具有较大的正前角(例如,7°),但是理论上 该概念的优势也可以应用于初始为负的前角(例如,从-3°开始并过渡到3°)。应理解的是, 本段中的示例值仅出于说明的目的提供。 类似地,尽管认为可变的前角和/或螺旋角不限于特定应用,但它们的最初概念是 针对由高导热性材料(例如,不锈钢)制成的工件,其可以迅速使立铣刀劣化。对于这样的工 件,沿着(多条)切削刃的这种(多个)正前角是特别有利的。还应注意到,这种高导热性材料 在加工时相对较“黏”,因此传统观点认为它们需要更尖锐的正前角。尽管如此,测试结果表 明,对于这种材料,减小靠近立铣刀的切削端面的前角确实是有益的。 还应注意,一些已知的立铣刀具有波浪状的刃或重复的角度变化,并且可以同时 满足上述情况中的至少一种。然而,由于众所周知这样的可变角也似乎更接近切削端面 (即,比20%的有效切削长度更接近切削端面),因此认为这些立铣刀无法在靠近切削端面 处实现延迟的磨损。详细来说,本申请的主题主要提供一种立铣刀部分,其包括越接近切削 端面侵略性越小的切削部构造(这种部分具有至少20%的有效切削长度的明显的切削长 度),其后方是针对相对更具侵略性的切削所设计的构造。还应理解,本申请的立铣刀可以 优选但可选地具有更具上文限定而定位的恰好(仅)一个角过渡相交部,以实现所需目的。 应注意,即使初始磨损更典型地发生在与切削端面相距20%至50%的有效切削长度的范围 内,角过渡相交部的轴向位置也可以远至与切削端面相距75%的有效切削长度。在一些优 选的实施方式中,角过渡相交部可以位于25%至45%的有效切削长度的范围内。 这是因为,在至少一些后续的切削长度受到相对较大的磨损(即,至少最远与切削 端面相距25%的有效切削长度)的情况下,即使略微延伸超出最佳20%的长度的侵略性较 低的切削区域也仍认为是提供了有利的效果。然而,应理解的是,使切削刃钝化在切削中效 率较低,因此角过渡相交部当然仍然优选被定位为更接近切削端面。因此,下面提供具有较 短长度(即,从切削端面到角过渡相交部的距离)的优选范围。 特别地,单个立铣刀的每条切削刃并非都需要具有上述有利构造。应理解,在一些 立铣刀中,不同的刃可以具有不同的功能。还应理解,即使减少单个齿的磨损也可以改善立 铣刀的刀具寿命。然而,显然,在一些应用中,单个立铣刀的两条以上的、甚至所有的切削刃 都具有这样的构造(即具有这样的角过渡相交部)可以是有利的。 根据第二方面,提供一种立铣刀,其具有整体的单件式结构并且被构造成用于肩 铣和/或铣槽应用,并且围绕中心旋转轴线(AR)旋转,所述中心旋转轴线限定在轴向上相对 的向前方向(DF)和向后方向(DR)以及在旋转方向上相对的前进方向(DP)和后退方向(DS), 前进方向(DP)是切削方向,所述立铣刀包括:相对的后端面和切削端面以及在它们之间延 伸的外周表面;从后端面向前延伸的柄部;以及从柄部向前延伸到切削端面的切削部,所述 切削部包括:直径(DE);有效切削长度LE;一体形成的多个齿;以及与多个齿交替的多个排屑 槽,多个齿中的至少一个齿包括:前刀面;后刀面,其在前刀面后方并具有可在垂直于旋转 轴线(AR)的平面中测量的后刀面宽度;以及切削刃,其形成在前刀面与后刀面的相交处,切 削刃包括:从切削端面向后延伸的第一子刃;从第一子刃向后延伸的第二子刃;以及限定第 一子刃终止且第二子刃开始的位置的角过渡相交部,第一子刃包括:第一径向前角;第一螺 6 CN 111741827 A 说 明 书 4/9 页 旋角;以及第一后角,第二子刃包括:第二径向前角;第二螺旋角;以及第二后角,角过渡相 交部包括:相交部前角;相交部螺旋角;以及相交部后角,其中,对于切削刃:角过渡相交部 大致位于一般位置GL处,其是由条件0.20LE≤GL≤0.75LE限定的、与切削端面之间的轴向距 离;并且角过渡相交部精确地位于一般位置GL内的精确位置PL处,其被限定为一般位置GL 内的最接近切削端面的轴向位置并且满足以下至少一种情况:第一情况,其中相交部前角 大于更接近切削端面的所有前角;以及第二情况,其中相交部螺旋角比位于相交部螺旋角 正前方的第一螺旋角大出至少5%。。 根据本申请的主题的第三方面,提供了一种用于肩铣和/或铣槽应用的立铣刀,其 中多个排屑槽中的至少一个排屑槽包括在向后方向上从切削端面伸出并具有子排屑槽边 界的子排屑槽,该子排屑槽在前进方向上从多个齿中的第一齿的切削刃朝向多个齿中的第 二齿延伸。 子排屑槽可被设置为减小其邻接的切削刃的前角。虽然通常认为这样的子排屑槽 是沿着单条切削刃提供不同前角的繁琐方式,但是子排屑槽允许容易地产生角过渡相交 部。 应理解,在单条切削刃中始终存在从一条子刃到另一条子刃的过渡区域。例如,从 轴向切削刃(在存在的情况下)到第一子刃存在过渡区域。类似地,从第一子刃到角过渡相 交部存在过渡区域等。因此,沿着特定子刃的长度限定具有“相同值”的角度的特征不应认 为是包括这些过渡区域。例如,特征:“第一子刃的每个第一前角可具有相同值”应被解释为 “第一子刃的每个第一前角不包括过渡区域”或替代地被解释为“第一子刃的大多数相邻的 第一前角可以具有相同值”。这种理解也适用于说明书和权利要求书中被陈述为具有“相同 值”的所有其他角度,而不仅是所使用的例子。 还应理解,上述内容是概述,并且以上任何方面还可以包括下文描述的任何特征。 具体而言,下面的特征可单独或组合地适用于上述任何方面: A.立铣刀可被构造为配置用于肩铣和/或铣槽应用,并且围绕中心旋转轴线(AR) 旋转,该中心旋转轴线限定在轴向上相对的向前方向(DF)和向后方向(DR)以及在旋转方向 上相对的前进方向(DP)和后退方向(DS),所述前进方向(DP)是切削方向。该立铣刀可以包括 相对的后端面和切削端面以及在它们之间延伸的外周表面。该立铣刀可以包括从后端面向 前延伸的柄部,以及从柄部向前延伸到切削端面的切削部。切削部可以包括:直径(DE);有 效切削长度(LE);一体形成的多个齿;以及与多个齿交替的多个排屑槽。多个齿中的每个齿 可以包括:前刀面;前刀面后方的后刀面;以及形成在前刀面与后刀面的相交处的切削刃。 每个后刀面可以具有可在垂直于旋转轴线(AR)的平面中测量的后刀面宽度。 B.至少一条、优选至少两条并最优选每条切削刃可以包括:从切削端面向后延伸 的第一子刃;从第一子刃向后延伸的第二子刃;以及限定第一子刃终止且第二子刃开始的 位置的角过渡相交部。每条第一子刃可以包括:第一径向前角;第一螺旋角;以及第一后角。 每条第二子刃可以包括:第二径向前角;第二螺旋角;以及第二后角。每个角过渡相交部可 以包括:相交部前角;相交部螺旋角;以及相交部后角。 C.立铣刀可以优选具有锥形的芯体(即,随着与切削端面的距离增加而扩大的芯 体)。 D.立铣刀可以包括至少一个排屑槽,该排屑槽又包括在其向后方向上从从切削端 7 CN 111741827 A 说 明 书 5/9 页 面伸出的子排屑槽,并且子排屑槽可以包括子排屑槽边界。子排屑槽可以在前进方向上从 第一齿的切削刃朝向第二齿延伸。子排屑槽边界可以与第二齿的后刀面间隔开。通过不使 子排屑槽边界到达第二齿的后刀面,不减小其后刀面宽度,这可以通过分开的制造步骤更 容易地(与更廉价的单个制造步骤相比)控制其宽度。 E.角过渡相交部可以大致位于一般位置GL处,该一般位置是由条件0.20LE≤GL≤ 0.75LE限定的与切削端面之间的轴向距离。优选地,角过渡相交部可以由条件0.20LE≤GL≤ 0.50LE限定,或者更优选由0.25LE≤GL≤0.45LE限定。角过渡相交部可以精确地位于一般位 置GL内的精确位置PL处,该精确位置PL被限定为一般位置GL内的最接近切削端面的轴向位 置并且满足以下至少一种情况:第一情况,其中相交部前角大于更接近切削端面的所有前 角;以及第二情况,其中相交部螺旋角比位于相交部螺旋角正前方的第一螺旋角大出至少 5%。 F.沿着指定的切削刃优选仅存在具有两种情况种的一种的单个过渡相交部。 G.用于限定精确位置PL的两种情况都可以在不大于0.15LE的轴向分离距离LP内。 优选地,轴向分离距离LP不大于0.05LE,更优选不大于0.02LE。 H.相交部前角可比其直接邻接的第一前角大出至少20%,优选大出至少30%。 I.沿着第一子刃的每个第一前角都可以具有正值。 J .第一子刃的每个第一前角都可以具有相同值。例如,前角可以是在沿着第一子 刃的不同点测量的3°。 K .相交部螺旋角可以比其直接邻接的第一螺旋角大出至少10%,优选大出至少 14%。 L.根据一个优选实施方式,一般位置可以位于与切削端面相距20%至40%之间的 有效切削长度处,并且沿着第一子刃的每个第一螺旋角都具有相同值。对这种实施方式的 试验已经发现对于铣槽应用是有利的。根据替代的第二优选实施方式,一般位置可以位于 与切削端面相距40%至75%的有效切削长度处,并且沿着第一子刃的第一螺旋角的值随着 更接近角过渡相交部而减小。对第二实施方式的试验已经发现对于肩铣应用是有利的。 M.相交部后角可以小于可沿着第一子刃测量的至少一个第一后角。当相交部前角 大于其直接邻接的第一前角时这是特别有利的。在这种情况下,优选相交部后角小于其直 接邻接的第一后角。 N.第一后角可以在向后方向上从切削端面朝向角过渡相交部逐渐增大。 O.可以沿着第一子刃形成可见的后角中断部。 P.可沿着第一子刃在每个轴向位置处测量的前刀面与后刀面之间的每个内齿角 可以具有相同值。 Q.每个后刀面都可以包括可在垂直于旋转轴线(AR)的平面中测量的后刀面宽度。 在沿着第一子刃的每个轴向位置处,每个后刀面宽度可以随着与切削端面的距离的增加而 从切削端面开始增大。应理解,靠近切削端面具有小后刀面宽度可以在最需要的地方(靠近 切削端面)产生额外的排屑空间。在沿着第二子刃的每个轴向位置处,后表面宽度可以具有 相同值。应理解的是,在不太关键的区域中(距切削端面更远),更简单的制造设计、即具有 恒定的后刀面宽度是优选的。 R .切削刃的第一螺旋角的值可以随着从切削端面到角过渡相交部的距离的增加 8 CN 111741827 A 说 明 书 6/9 页 而变化,并且切削刃的第二螺旋角可以在从角过渡相交部到有效切削长度的末端的距离增 加的情况下具有相同值。变化的螺旋角可在更关键的切削端面区域附近提供益处,并且在 距其更远的位置,优选更简单的制造设计,即具有相同(即,恒定)的螺旋角。类似地,多个齿 中的一个齿的附加(第二)切削刃可以具有值随着从切削端面到角过渡相交部的距离增加 而变化的第一螺旋角,并且可以具有可以在从角过渡相交部到有效切削长度的末端的距离 增加的情况下具有相同值的第二螺旋角。优选地,附加(第二)切削刃的第二螺旋角不同于 所述先前限定的切削刃的第二螺旋角。因此,即使在第二子刃中使用更简单的恒定螺旋角, 其每一个的值彼此不同也仍提供有益的防振效果。应理解,优选的是,大多数切削刃具有不 同的螺旋值。 S.立铣刀的有效切削长度(LE)可以大于直径(1.0D),或者大于1.5D。 T.立铣刀的多个齿优选大于或等于五个齿。对于上述应用,大量的齿至少为五个。 然而,增加齿数会减少可用的排屑槽空间。因此,多个齿优选小于或等于11个齿。最优选地, 多个齿等于5、7或9个齿,其中考虑到排屑槽空间,认为7个齿是最优选的齿数。优选地,多个 齿是用于减少由于非对称引起的振动的奇数个齿。 U.切削部的至少一个或优选每个齿可以定位在中心的前方。 V.在切削端面的向后方向上,切削部的剖面中的每对相邻的切削刃之间的转位角 可以接近相等并且随后从此处发散。优选地,所述转位角可以随着更接近有效切削长度的 中点而接近相等。 W.立铣刀的前端部的转位角可以对应于有效切削长度的后端部的转位角。立铣刀 前端部处的大多数转位角可以不相等。 X.立铣刀的直径DE在整个有效切削长度内可以是恒定值。 在解释权利要求时,要考虑的直径应为规定的轴向位置处的直径,或者,如果未规 定则为切削端面处的直径。 附图说明 为了更好地理解本申请的主题并示出在实践中可以如何实施本申请,现在将参照 附图,其中: 图1是根据本发明的例子的立铣刀的侧视图; 图2是图1中的立铣刀的切削端面的沿着旋转轴线AR的端视图; 图3是图1中用标记III圈出的部分的放大图; 图4是与图2类似的切削端面的端视图,但是是在进行任何表面加工操作之前; 图5是沿着旋转轴线AR的齿的示意性局部剖视图; 图6是沿着图1的线VI-VI截取的剖视图,其对应于与切削端面相距12.5%的有效 切削长度的轴向位置; 图7是沿着图1的线VII-VII截取的剖视图,其对应于与切削端面相距25%的有效 切削长度的轴向位置; 图8是沿着图1的线VIII-VIII截取的剖视图,其对应于与切削端面相距37.5%的 有效切削长度的轴向位置; 图9是沿着图1的线IX-IX截取的剖视图,其对应于与切削端面相距50%的有效切 9 CN 111741827 A 说 明 书 7/9 页 削长度的轴向位置; 图10是沿着图1的X-X线截取的剖视图,其对应于与切削端面相距75%的有效切削 长度的轴向位置;并且 图11是沿着图1的线XI-XI截取的剖视图,其对应于与切削端面相距100%的有效 切削长度的轴向位置。











