
技术摘要:
本发明公开了一种卧式装夹耐火材料切割加热丝槽的方法,将耐火材料的装夹方式由立式改变为卧式后,机床附件直角铣头转动,而工件不动,保证了产品质量,同时辅助时间缩短,加工效率提高,掉块减少,外观完整度好。该装夹方法可以完成耐火材料外露几个面上的加热丝槽的 全部
背景技术:
】 在基板玻璃制品行业中,许多耐火材料需要加工加热丝槽,将加热丝放入加工过 的丝槽内,以对产品进行加热,从而到达保温的效果,然而加热丝对丝槽的精度要求很高, 不可以有棱角,丝槽的一致性要好,因为槽不在一个面上,而是几个面相互连接,这要求几 个面的丝槽深度统一,不允许槽的深度不一致。因此槽的一致性直接影响到加热丝加热效 果,由此可体现出保证加热丝槽的精度的重要性。 原来加工耐火材料的加热丝槽,采用立式装夹方式,采用这种装夹方式,需要来回 移动工件,因为通过立式加工不能完成所有加热丝槽的加工,在移动工件时,由于材料比较 脆硬,经常出现掉块,从而影响了产品的外观。由于来回装夹,每次都需要从新校正对刀,最 终出现丝槽宽度深浅不一致,而且辅助时间增加,加工效率降低。 【
技术实现要素:
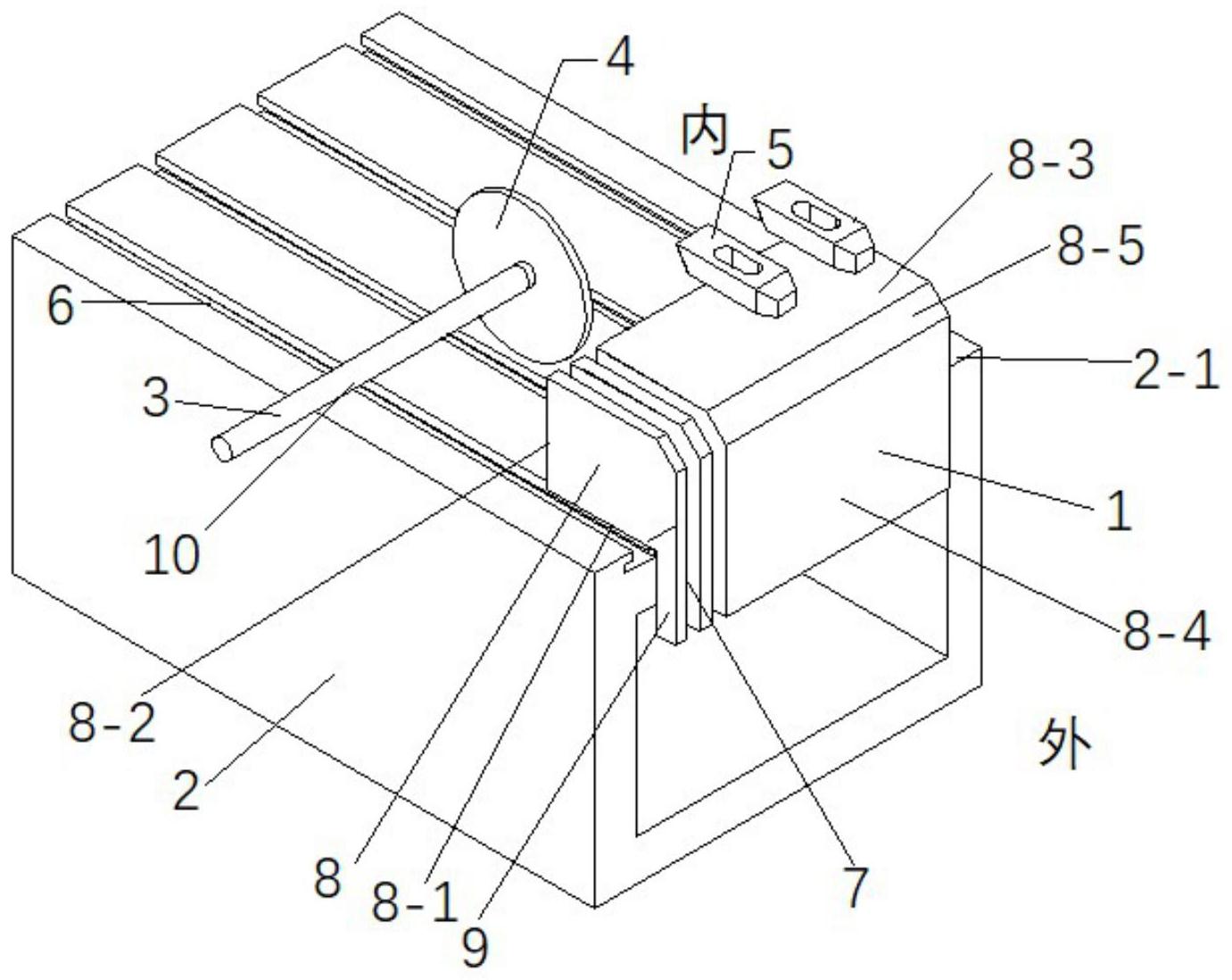
】 本发明的目的在于克服上述现有技术的缺点,提供一种卧式装夹耐火材料切割加 热丝槽的方法;以解决耐火材料切割加热丝槽时,耐火材料易出现掉块,加工出的丝槽宽度 深浅不一,加工效率降低的问题。 为达到上述目的,本发明采用以下技术方案予以实现: 一种卧式装夹耐火材料切割加热丝槽的方法,包括以下步骤: 步骤1,将工件固定在方箱的第一侧边上; 所述工件包括长方体,从长方体的一个侧边延伸出的长方体为延伸部,延伸部的 厚度小于长方体的厚度;长方体和延伸部相交处的内侧边和第一侧边接触; 步骤2,刀具从工件的前侧向后侧加工丝槽,共加工出M/2个丝槽; 步骤3,将刀具转动180度,从工件的后侧向前侧加工丝槽,加工出剩余的M/2个丝 槽; 工件上的所有丝槽加工结束。 本发明的进一步改进在于: 优选的,所述步骤1中,将工件固定在方箱的具体过程为: 步骤1.1将工件放置在方箱上,长方体和延伸部相交处的内侧边和第一侧边接触; 步骤1.2将压板压放在工件的上侧面,将工件夹装在压板和方箱之间。 优选的,所述步骤1中,工件的长边中心线和第一侧边的中心线重合。 优选的,所述步骤2具体包括以下过程: 步骤2.1从工件的前侧开始加工第一个丝槽,依次切割长方体的上表面、斜面和外 侧面的第一个丝槽,切割第一个丝槽结束; 4 CN 111570886 A 说 明 书 2/4 页 步骤2.2将刀具向长方体的后方移动距离N,依次切割长方体的外侧面、斜面和上 表面的第二个丝槽,切割第二个丝槽结束; 步骤2.3继续向后移动距离N,依次切割长方体的第三个、第四个…,第M/2个丝槽。 优选的,所述步骤3具体包括以下步骤: 步骤3.1将刀具转动180度; 步骤3.2从工件的后侧开始加工第M个丝槽,依次切割长方体的上表面、斜面和外 侧面的第M个丝槽,切割第M个丝槽结束; 步骤3.3将刀具向长方体的前方移动距离N,依次切割长方体的外侧面、斜面和上 表面的第M-1个丝槽,切割第M-1个丝槽结束; 步骤3.4继续向前移动距离N,依次切割长方体的第M-2个、第M-3个…,第M/2 1个 丝槽。 优选的,所述步骤3中,通过机床上的直角铣头将刀具转动180度。 优选的,所述刀具包括相互垂直的切割杆和切割片,切割杆的一端和切割片的中 心固定连接,切割杆的另一端固定设置在机床上。 优选的,长方体长度的一半小于切割杆的长度。 与现有技术相比,本发明具有以下有益效果: 本发明公开了一种卧式装夹耐火材料切割加热丝槽的方法,该发明通过改变装夹 方法,对应的更改加工方法,将原来的工件直接放置在方箱的上表面上,更改为将工件放置 在方箱的侧边上,即工件的两个面和方箱的两个面相对应接触,从而实现加工质量,加工效 率和加工精度的提高。其中工件为耐火材料,将工件外露在方箱的外侧,避免切加热丝槽过 程中与方箱发生碰撞。将耐火材料的装夹方式由立式改变为卧式后,机床附件直角铣头转 动,而工件不动,保证了产品质量,同时辅助时间缩短,加工效率提高,掉块减少,外观完整 度好。该装夹方法可以完成耐火材料外露几个面上的加热丝槽的加工,而且是连续加工,中 间没有间断,丝槽的一致性好。避免了来回移动耐火材料,所以耐火材料掉块大大减少,通 过移动工件,无需重新进行基准的校正和对刀,丝槽的精度大大提高,提高了产品的质量, 一次装夹完成所有丝槽的加工,辅助时间减少,加工效率提高。 进一步的,所述工件通过压板固定夹装在方箱上,保证装夹的牢固性;固定耐火材 料的压板需放在耐火材料一侧,避免切割过程中与压板发生干涉。 进一步的,工件放置在方箱的中间,避免切割中与方箱发生碰撞。 进一步的,先加工一侧的丝槽再通过转动机床附件直角铣头切割另外一侧的丝 槽,因为没有移动工件,所有丝槽的一致性好,精度高,效率高。 进一步的,切割片通过切割杆固定并实现运动,切割过程稳定。 进一步的,切割杆长度需大于耐火材料长度的一半,因为需要分两次切割,所以只 有大于一半才能完成整个长度方向的丝槽加工。 【附图说明】 图1为原有的装夹方法图; 图2为本发明的装夹方法图。 其中:1-工件;2-方箱;3-切割杆;4-切割片;5-固定压板;6-固定槽;7-丝槽;8-长 5 CN 111570886 A 说 明 书 3/4 页 方体;9-延伸部;10-刀具;2-1-第一侧边;8-1-下表面;8-2-内侧面;8-3-上表面;8-4-外侧 面;8-5-斜面。 【











