
技术摘要:
本发明涉及一种二次喷糙装置与糙面土工膜的生产连线及工艺,二次喷糙装置包括机架、挤出模头、摆动机构和喷糙机构,喷糙机构与挤出模头转动连接且连通,摆动机构驱动喷糙机构摆动;喷糙机构上设有弹性件,弹性件一端与喷糙机构连接,另一端与机架连接;糙面土工膜的生 全部
背景技术:
土工膜是主要以聚氯乙烯(PVC)、聚乙烯(PE)、乙烯-醋酸乙烯共聚物(EVA)等为基 础原料生产的高分子化学柔性材料,其防水阻隔性能优良,作为防渗材料广泛应用于建筑 施工、道路施工、桥梁施工等工程建设中。土工膜按照产品外形可分为光滑面土工膜和糙面 土工膜,相对于光滑面土工膜而言,糙面土工膜表面更粗糙,因而摩擦系数更高,是陡坡施 工、山区施工等工程项目中的首选材料,其能够在防渗的同时,增强土工膜与坡面的摩擦 力,以免土工膜在使用过程中发生下滑。 目前,生产上常用的糙面土工膜的成型方法主要有加氮吹塑法,即塑料多层共挤, 利用表层气体逃逸时在片材表面形成一个增糙表面;压延法,即在平型挤出加工过程中当 片材通过轧花辊时在片材上形成一个个表面突起;喷涂法,即向已平整的光面土工膜上喷 涂附加材料,形成糙面。喷涂法以其糙面成型过程中制品不易出现孔洞或开裂、易于生产较 薄的糙面土工膜、对原材料要求宽松、制品柔软等优势而越来越多地应用于糙面土工膜的 生产当中。 公告号为CN107009610B的中国专利中公开了一种糙面土工膜的生产工艺,其利用 螺杆挤出机将喷糙原料熔融为乳液状,再利用喷糙装置在光面土工膜向前传送的过程中将 乳液状的原料喷于光滑面土工膜表面,形成糙面。喷糙装置包括板式模头,在板式模头上间 隔设有若干个位于同一条直线上的竖直设置的出料喷嘴,在每个出料喷嘴的下方均设有一 水平设置的热风喷嘴,热风喷嘴的进风口与热风源相连,热风喷嘴的出风口与进风口之间 的热风喷嘴顶部与出料喷嘴可转动地连接,出料喷嘴内部与热风喷嘴内部相连通,每个热 风喷嘴的进风口端底部均铰接于同一个水平设置的摆动连杆上,在摆动连杆的两端分别对 称设有一水平移动驱动机构,水平移动驱动机构包括设于机架上的电机,在电机的主轴上 设有一凸轮筒,两水平移动驱动机构中的两凸轮筒分别与摆动连杆的两端抵接。 在上述现有技术中,连杆与热风喷嘴铰接时,连杆与热风喷嘴之间存在便于热风 喷嘴摆动的间隙,导致热风喷嘴在摆动过程中并不能完全随着连杆的移动幅度进行摆动, 而是会在摆动过程中会产生一定的自由晃动,容易使相邻热风喷嘴的摆动范围发生重叠, 以至于喷糙装置喷于土工膜上的物料不够均匀。
技术实现要素:
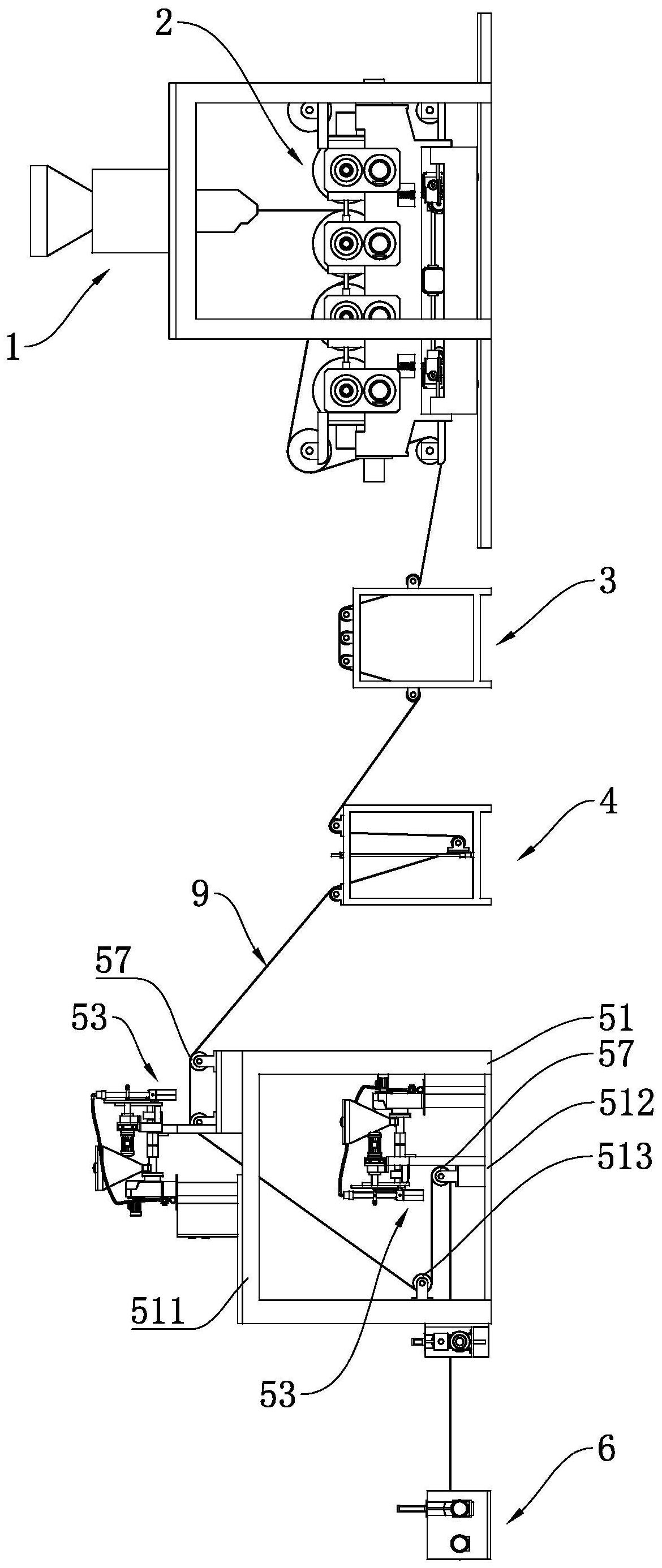
针对现有技术存在的不足,本发明的目的之一是提供一种二次喷糙装置,其具有 提高喷糙装置喷糙均匀度的效果。 本发明的上述发明目的是通过以下技术方案得以实现的: 一种二次喷糙装置,包括机架,还包括挤出模头、摆动机构和至少一个喷糙机构,所述 4 CN 111546674 A 说 明 书 2/10 页 挤出模头安装在第二螺杆挤出机的出料端,所述喷糙机构转动连接在挤出模头上且喷糙机 构与挤出模头相连通,所述摆动机构用于驱动喷糙机构摆动;所述喷糙机构上设有弹性件, 所述弹性件的一端与喷糙机构连接,另一端与机架连接,当所述喷糙机构摆动时,拉伸所述 弹性件。 通过采用上述技术方案,挤出模头与喷糙机构连通且转动连接的设置,使得挤出 模头挤出的熔融的物料能够流入喷糙机构内,并且喷糙机构能够在摆动机构驱使下摆动的 过程中,将熔融的物料喷于从喷糙机构下方传送通过的土工膜表面,喷于土工膜表面的物 料在土工膜传送过程中逐渐降温从而粘结于土工膜表面,形成糙面土工膜。在喷糙机构摆 动的过程中,弹性件能够发生弹性形变,一方面不容易干扰喷糙机构的正常摆动,另一方 面,喷糙机构向远离弹性件的方向摆动时,处于拉伸状态的弹性件产生的反弹力作用于喷 糙机构上,能够对喷糙机构的摆动幅度起到一定的限制作用。相对于现有技术,本实施例中 的喷糙机构能够尽可能随摆动机构的摆动幅度进行摆动,而不容易发生自由晃动,能够减 小喷糙机构喷糙范围的重叠,从而提高本喷糙装置的喷糙均匀度。同时,弹性件作用于喷糙 机构上的反弹力易于拉住喷糙机构,有利于增强喷糙机构和挤出模头之间的连接稳定性。 本发明在一较佳示例中可以进一步配置为:所述喷糙机构包括喷糙管和高压热风 管,所述高压热风管固定连通于所述喷糙管的上端,所述喷糙管连接在挤出模头上,并且挤 出模头的模口与喷糙管连通。 通过采用上述技术方案,从挤出模头的模口挤出的熔融的物料在流向喷糙管的过 程中,易于被高压热风管从上至下吹入喷糙管内的高压热风吹散,从而使物料以细碎屑状 从喷糙管喷于土工膜表面。与现有技术中板式模头中的熔融物料首先进入出料喷嘴后再进 入热风喷嘴的设置相比,本方案中熔融的物料从挤出模头流出后能够直接进入喷糙管而被 高压热风吹散,减少了熔融的物料喷出前在模头外的滞留时间,有利于熔融的物料保持高 温,一方面更易于熔融的物料与土工膜发生粘结,另一方面能够使熔融的物料具有良好的 流动性,从而减小喷糙管内物料凝固堵塞的可能性。 本发明在一较佳示例中可以进一步配置为:所述摆动机构包括摆动驱动电机、驱 动轮、驱动连杆和从动连杆,所述摆动驱动电机与所述机架固定,所述驱动轮与所述摆动驱 动电机的输出轴同轴固定,所述驱动连杆的一端与所述驱动轮偏心铰接,另一端与喷糙管 中的一个铰接,所述从动连杆位于相邻所述喷糙管之间,且相邻所述喷糙管共同与所述从 动连杆铰接。 通过采用上述技术方案,当第一驱动电机转动时,驱使驱动轮转动,从而使驱动连 杆带动与之铰接的喷糙管发生摆动,随着与驱动连杆铰接的喷糙管的摆动,能够带动从动 连杆摆动,进而通过一部第一驱动电机能够使所有喷糙管实现摆动。 本发明在一较佳示例中可以进一步配置为:所述驱动轮沿其周向开设有若干铰接 孔,所述铰接孔的圆心距所述驱动轮圆心的直线距离依次逐渐减小,所述驱动连杆与所述 铰接孔中的一个铰接。 通过采用上述技术方案,通过不同的铰接孔的选择,易于使用者根据实际工况改 变摆动机构的摆动幅度。 本发明在一较佳示例中可以进一步配置为:所有所述高压热风管远离所述喷糙管 的一端共同连通有高压热风输送总管。 5 CN 111546674 A 说 明 书 3/10 页 通过采用上述技术方案,高压热风输送总管能够同时为所有的高压热风管提供高 压热风,从而易于所有喷糙管内流经的风压保持相同,能够使所有喷糙管喷出的物料疏密 程度更加统一,从而使得本喷糙装置喷于土工膜表面不同区域的物料均匀程度更加统一。 本发明在一较佳示例中可以进一步配置为:所述喷糙管外活动式套设有喷糙外 管,所述机架上位于喷糙外管的一侧固定有行程轨;所述喷糙外管上转动连接有滑行杆,所 述滑行杆远离所述喷糙外管的一端与所述行程轨滑移连接。 当喷糙机构摆动时,喷糙管的运动轨迹为弧形,使得喷糙管的喷口在不同摆动角 度时距离土工膜表面的垂直高度不同,从而产生喷糙管靠近土工膜时喷糙密度大而远离土 工膜时喷糙密度小的问题,降低了喷糙的均匀度。通过采用上述技术方案,在喷糙机构摆动 时,滑行杆受到行程轨的限制而沿行程轨滑行,进而带动喷糙外管沿喷糙管的轴向运动,使 喷糙外管对喷糙管的长度起到延长的效果,有助于减小喷糙机构不同摆动角度下喷糙密度 的差异,从而增强喷糙的均匀度。 本发明的目的之二是提供一种糙面土工膜的生产连线,其具有糙面均匀、加糙方 式选择多样化的效果。 本发明的上述发明目的是通过以下技术方案得以实现的: 一种糙面土工膜的生产连线,包括板材挤出装置、压延装置、传动装置和收卷装置,还 包括上述的二次喷糙装置,所述压延装置位于所述板材挤出装置和所述传动装置之间,所 述二次喷糙装置位于所述传动装置和所述收卷装置之间,所述传动装置和所述二次喷糙装 置之间设置有用于暂储土工膜的储膜装置。 通过采用上述技术方案,原料通过板材挤出装置挤出形成土工膜,土工膜经过压 延装置轧制以均匀厚度,之后土工膜通过传动装置传动至储膜装置,储膜装置易于对传动 装置传送的土工膜进行暂储,使接下来进入二次喷糙装置喷糙的土工膜能够保持张紧状 态,减小土工膜基层出现褶皱的几率,从而起到增强土工膜平整度、进一步提高喷糙均匀度 的效果。从二次喷糙装置传动出的糙面土工膜成品最后进入收卷装置进行收卷。 本发明在一较佳示例中可以进一步配置为:所述压延装置包括安装架和若干压 辊,所述压辊轴向的两端与所述安装架转动连接,所述安装架上固定有压延驱动电机,所述 压延驱动电机与所述压辊长度方向一端同轴固定;所述压辊至少包括两根转动方向相反的 光面辊和两根转动方向相反的花面辊,所述光面辊和所述花面辊沿水平方向依次设置; 所述压辊的下方设有滑轨,所述滑轨沿土工膜的传送方向延长,所述压辊的下方还设 置有水平驱动机构,所述水平驱动机构驱使所述安装架沿所述滑轨滑移。 通过采用上述技术方案,当土工膜基层从两根转动方向相反的光面辊之间传送通 过时,能够生产出表面为平面的土工膜,可用于后续喷糙制造糙面土工膜;当土工膜基层从 两根转动方向相反的花面辊之间传送通过时,能够在土工膜基层尚未成型之前在土工膜基 层的表面轧出凹凸不平的纹路,直接形成糙面土工膜。在实际生产时,使用者可通过安装架 在滑轨上的滑移,选择将光面辊或花面辊移动至板材挤出装置下方,从而实现多样化加糙 方式的选择,以便加工出适用于不同工况的糙面土工膜。 本发明在一较佳示例中可以进一步配置为:所述安装架包括第一层架和第二层 架,所述第一层架位于所述第二层架的上方,所述光面辊和所述花面辊均与所述第一层架 连接,所述滑轨与所述第二层架滑移连接,所述第一层架和所述第二层架之间设置有升降 6 CN 111546674 A 说 明 书 4/10 页 机构,所述升降机构驱使所述第一层架沿铅直方向运动。 通过采用上述技术方案,通过升降机构能够驱动第一层架沿铅直方向运动,改变 压辊距板材挤出装置的垂直距离,使得使用者能够在实际生产时根据压辊的直径大小灵活 调整压辊距板材挤出装置的距离。 本发明的目的之三是提供一种糙面土工膜生产工艺,其能够起到喷糙物料在土工 膜表面附着力强、制品摩擦系数高的效果。 本发明的上述发明目的是通过以下技术方案得以实现的: 一种糙面土工膜生产工艺,采用上述的一种糙面土工膜的生产连线,包括以下步骤: S1:配料混合 称量土工膜生产原料,将称量后的土工膜生产原料搅拌混匀,并上料至板材挤出装置; S2:挤出 将S1中的生产原料在板材挤出装置内熔融后挤出,形成片状的土工膜原坯,所述板材 挤出装置的挤出温度控制在180℃~250℃之间,优选为220℃; S3:压延 将S2中的土工膜原坯通过压延装置挤压,形成片状的土工膜基材; S4:传送、储膜 将S3中的土工膜基材依次经过传动装置和储膜装置向二次喷糙装置传送,多余的土工 膜基材暂存于储膜装置上; S5:在线二次喷糙 将喷糙物料加入第二螺杆挤出机,使喷糙物料在第二螺杆挤出机内熔融后,从喷糙管 喷出,所述喷糙管的喷口温度控制在300℃~400℃之间,优选为380℃,从喷糙管喷出的喷 糙物料喷至S4传送至二次喷糙装置处的土工膜基材的表面,形成单糙面或双糙面的糙面土 工膜成品; S6:收卷、切断 利用收卷装置对S5中的单糙面或双糙面的糙面土工膜成品进行收卷,收卷完成后,沿 S5中的单糙面或双糙面的糙面土工膜成品的宽幅方向切断该糙面土工膜成品,得到糙面土 工膜成品的卷材。 通过采用上述技术方案:土工膜生产原料通过板材挤出装置挤出,形成片状的土 工膜原坯,土工膜原坯经过压延装置轧制以均匀土工膜原坯的厚度。土工膜原坯轧制后形 成的土工膜基材传动经过传动装置传动和储膜装置后,进入二次喷糙装置进行喷糙,以便 土工膜基材表面形成均匀的糙面。由于本方案中高温挤出和压延后的土工膜直接传送至二 次喷糙装置进行在线二次喷糙,此时的土工膜基材仍然具有较高的温度,同时,喷糙管喷出 的喷糙物料也具有较高温度,很容易使喷糙物料稳定粘结于土工膜基材的表面。相对于传 统的先统一制造土工膜后收卷,再将已经制成的、处于常温状态的土工膜放卷进行喷糙的 方法,本方案中的喷糙物料能够在土工膜生产过程中在线向尚维持高温状态的土工膜基材 表面进行喷糙,使得喷糙物料在土工膜基材表面附着的更加牢固,从而突破了以往喷糙物 料在土工膜表面附着力差、制品摩擦系数小的缺陷。 综上所述,本发明包括以下至少一种有益技术效果: 1.通过弹性件的设置,能够在喷糙机构摆动时对其摆动幅度起到限制作用,减小喷糙 7 CN 111546674 A 说 明 书 5/10 页 机构自由晃动的可能性,从而使喷糙机构尽可能随摆动机构的摆动幅度进行摆动,有利于 减小喷糙范围的重合,从而提高本喷糙装置的喷糙均匀度; 2.通过挤出模头的模口与喷糙管转动连接且连通的设置,易于减少熔融的物料喷出前 在模头外的滞留时间,有利于熔融的物料保持高温,既更易于熔融的物料与土工膜发生粘 结,又能够使熔融的物料具有良好的流动性,从而减小喷糙管内物料凝固堵塞的可能性; 3.通过喷糙外管、行程轨和滑行杆的设置,有助于减小喷糙机构不同摆动角度下喷糙 密度的差异,从而增强喷糙机构喷糙时的均匀度; 4.通过光面辊、花面辊、第一层架、第二层架、水平驱动机构和升降机构的设置,能够使 压延设备进行水平移动或升降,便于使用者根据实际工况在板材挤出装置下方选择不同的 压辊; 5.通过配料混合,挤出,压延,传送、储膜,在线二次喷糙,收卷、切断的糙面土工膜的生 产工艺的设置,能够在土工膜生产过程中在线向尚维持高温状态的土工膜基材表面进行喷 糙,使得喷糙物料在土工膜基材表面附着的更加牢固,从而突破了以往喷糙物料在土工膜 表面附着能力差、制品摩擦系数小的缺陷。 附图说明 图1是实施例1的整体结构示意图。 图2是实施例1中板材挤出装置和压延装置的结构示意图。 图3是实施例1中压延装置底部的结构示意图,用于体现升降机构。 图4是实施例1中压延装置底部的另一结构示意图,用于体现水平驱动机构。 图5是实施例1的另一整体结构示意图,用于体现二次喷糙装置的整体结构。 图6是图5中A部的放大结构示意图。 图7是图5中B部的放大结构示意图。 图8是图5中C部的放大结构示意图。 图9是图8中D部的放大结构示意图。 图10是实施例1中收卷装置的整体结构示意图。 图11是实施例2的整体结构示意图。 图12是实施例3中二次喷糙装置的侧视图。 图13是图12中E部的放大结构示意图。 图14是实施例1中糙面土工膜生产工艺的流程图。 图中,1、板材挤出装置;11、第一螺杆挤出机;12、板材挤出模头;2、压延装置;21、 安装架;211、第一层架;212、第二层架;2121、固定架;22、压辊;221、光面辊;222、花面辊; 23、压延驱动电机;24、升降机构;241、升降驱动电机;242、第一锥齿轮;2421、第一转动轴; 2422、第二转动轴;243、第二锥齿轮;2431、第三转动轴;2432、第四转动轴;244、第三锥齿 轮;2441、第五转动轴;2442、第六转动轴;245、蜗杆;246、保护壳;25、滑轨;26、水平驱动机 构;261、水平驱动电机;262、齿轮链条驱动组件;263、滚动轴;264、行走轮;3、传动装置;31、 传动架;32、传动辊;4、储膜装置;41、储膜架;42、第一支撑辊;43、第二支撑辊;44、导向杆; 45升降辊;451、滑动座;5、二次喷糙装置;51、机架、511、上层架板;512、下层架板;513、换向 辊;52、第二螺杆挤出机;521、挤出模头;522、上料口;53、喷糙机构;531、喷糙管;532、高压 8 CN 111546674 A 说 明 书 6/10 页 热风管;54、配电箱;55、输送管道;56、高压热风输送总管;57、展料辊;58、摆动机构;581、摆 动驱动电机;582、驱动轮;5821、铰接孔;583、驱动连杆;584、摆动板;585、连接杆;586、从动 连杆;59、弹性件;6、收卷装置;61、收卷架;611、行程槽;612、升降气缸;62、第一收卷辊;63、 第二收卷辊;64、收卷驱动电机;7、喷糙外管;71、滑行杆;711、滑块;8、行程轨;81、滑移槽; 9、土工膜。











