
技术摘要:
提供与现有的纤维增强树脂制螺栓相比强度高的纤维增强树脂制螺栓。采用下述工序形成的纤维增强树脂制螺栓(1):卷绕工序,其中,通过将以CFRP(12)的方向成为纵向方向的方式与热固化性树脂一体化而形成为带状的CFRP树脂带(14)卷绕以使CFRP(12)围绕卷绕轴成为同心状,从而 全部
背景技术:
目前为止,作为纤维增强树脂制的螺栓,有下述构成的螺栓,其为对在合成树脂中 含有碳纤维等的长纤维以致在纵向方向上配置而成的棒状的原料压制成型而成的纤维增 强树脂制螺栓,至少直线部的长纤维在纤维增强树脂性螺栓的外周部被配置为沿着轴向的 直线状,在轴心部被配置为弯曲状(例如专利文献1)。 现有技术文献 专利文献 专利文献1:日本特开平06-185514号公报
技术实现要素:
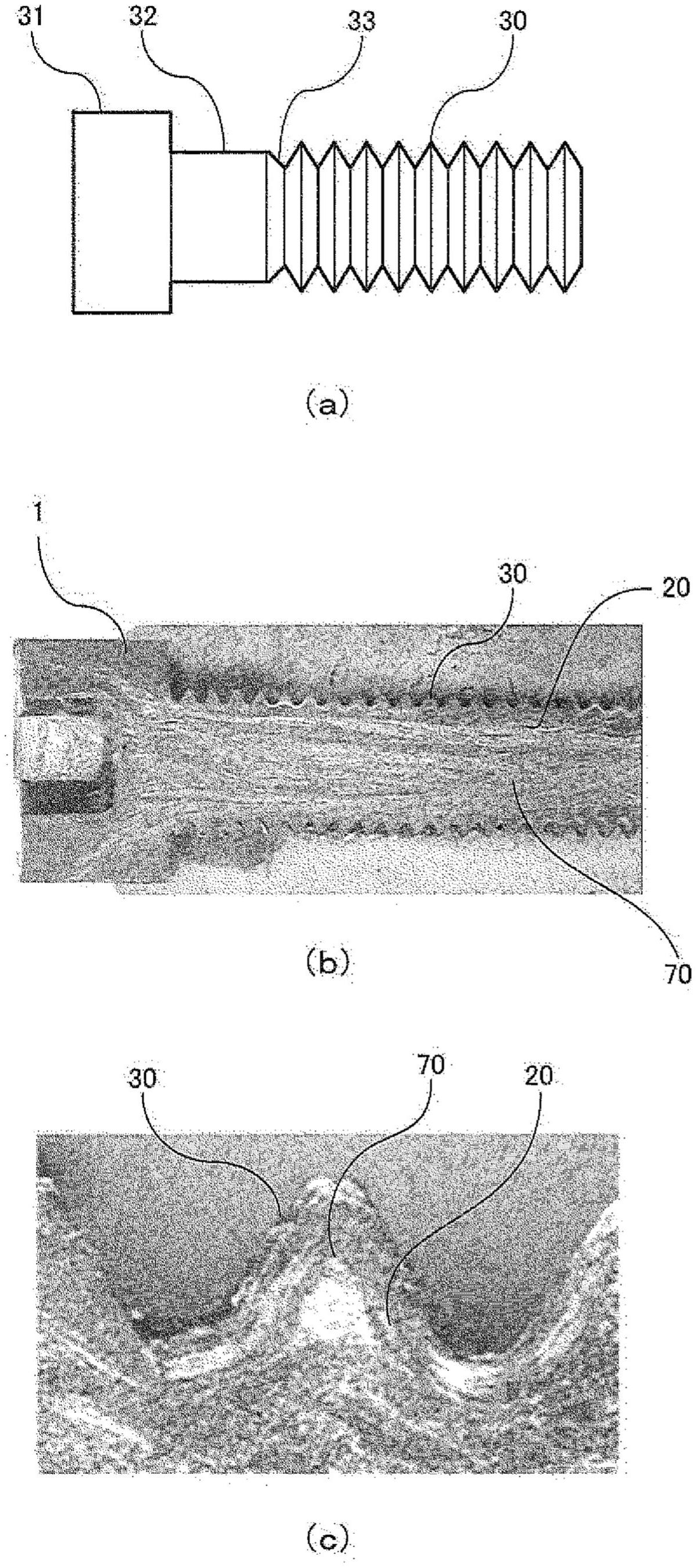
发明要解决的课题 但是,上述现有的纤维增强树脂制螺栓为直线部的长纤维在外周部沿着轴向被配 置成直线状、在轴心部被配置为弯曲状的构造,因此存在着作为螺栓的强度不充分的问题。 本发明鉴于这样的问题而完成,目的在于提供与现有的纤维增强树脂制螺栓相比 强度高的纤维增强树脂制螺栓的制造方法和纤维增强树脂制螺栓。 用于解决课题的手段 [应用例1] 本发明涉及的纤维增强树脂制螺栓制造方法,其要点在于,采用下述工序形成纤 维增强树脂制螺栓(1): 卷绕工序,其中,将以增强纤维(12)的方向成为纵向方向的方式与树脂一体化而 形成为带状的增强纤维树脂带(14)卷绕以使所述增强纤维(12)围绕卷绕轴成为同心状,从 而形成增强纤维树脂带层(10); 固化工序,其中,将采用所述卷绕工序形成的所述增强纤维树脂带层(10)放入对 内径壁面施以螺纹形状的模具(40),将放入该模具(40)中的所述增强纤维树脂带层(10)从 所述卷绕轴的方向的一方向另一方加压,使所述增强纤维树脂带层(10)的树脂固化。 在这样的纤维增强树脂制螺栓制造方法中,将增强纤维树脂带(14)围绕卷绕轴卷 绕为同心圆状,形成增强纤维树脂带层(10)。 而且,在将形成了的增强纤维树脂带层(10)放入了模具(40)的状态下,从卷绕轴 的一方向另一方加压,增强纤维树脂带层(10)的树脂固化(固化工序)。 其中,通过对增强纤维树脂带层(10)加压,从而增强纤维的层在卷绕轴方向上延 伸为螺旋状,形成增强纤维层(70)。 另外,对模具(40)的内壁面施以螺纹形状,将增强纤维树脂带层(10)放入模具 (40)内以使其卷绕轴与施以了螺纹形状的内壁面平行。因此,树脂固化时,在外壁面形成螺 3 CN 111587326 A 说 明 书 2/8 页 纹。 采用这样的制造方法制造了的纤维增强树脂制螺栓(1)成为在固化了的树脂的内 部具有围绕卷绕轴卷绕成螺旋状的形状的增强纤维层(70)的螺栓(1)。 在使用了这样的纤维增强树脂制螺栓(1)的情况下,对于纤维增强树脂制螺栓(1) 施加轴向的拉伸力和周向上的弯曲力。用增强纤维(12)承受该拉伸力和弯曲力,由于增强 纤维层(70)成为了螺旋状,因此用增强纤维(12)承受拉伸力和弯曲力这两者的力。 因此,能够制成与现有的只在轴向配置了增强纤维的螺栓相比强度高的纤维增强 树脂制螺栓(1)。 [应用例2] 根据应用例1所述的纤维增强树脂制螺栓制造方法,其要点在于,在所述卷绕工序 之后,具有将采用所述卷绕工序形成的增强纤维树脂带层(10)相对于与所述卷绕轴平行的 轴折曲的折曲工序。 根据这样的、纤维增强树脂制螺栓制造方法,通过卷绕工序形成了的增强纤维树 脂带层(10)通过折曲工序被进一步相对于与卷绕轴平行的轴折曲。因此,由于形成更多层 的增强纤维树脂带层(10),因此能够制造强度更高的纤维增强树脂制螺栓(1)。 进而,在卷绕工序时,即使增大卷绕所形成的增强纤维树脂带层(10)的直径,通过 其后的折曲工序也能够形成适度的直径的增强纤维树脂带层(10),因此能够使卷绕工序变 得容易。 [应用例3] 本发明涉及的纤维增强树脂制螺栓制造方法,其要点在于,采用下述工序形成纤 维增强树脂制螺栓(1): 卷绕工序,其中,将以增强纤维(12)的方向成为纵向方向的方式形成为带状的增 强纤维带(62)卷绕以使所述增强纤维(12)围绕卷绕轴成为同心状,从而形成增强纤维带层 (60); 树脂注入工序,其中,将采用所述卷绕工序形成的所述增强纤维带层(60)放入对 内径壁面施以螺纹形状的模具(40),在放入了所述增强纤维带层(60)的所述模具(40)中注 入树脂; 固化工序,其中,将采用所述树脂注入工序注入了树脂的所述模具(40)从所述卷 绕轴的方向的一方向另一方加压,使包含所述增强纤维带层(60)的树脂固化。 在这样的纤维增强树脂制螺栓制造方法中,将增强纤维带(62)围绕卷绕轴卷绕成 同心圆状,形成增强纤维带层(60)。 然后,将形成了的增强纤维带层(60)放入模具(40)中,注入树脂(树脂注入工序), 对注入了树脂的模具(40)从卷绕轴的一方向另一方加压,包含增强纤维带层(60)的树脂固 化(固化工序)。 其中,将增强纤维带层(60)加热、加压时以螺旋状在卷绕轴方向上延伸。另外,对 模具(40)的内壁面施以螺纹形状,将增强纤维带层(60)放入模具(40)内,以使其卷绕轴与 施以螺纹形状的内壁面平行。因此,树脂固化时,在外壁面形成螺纹。 采用这样的制造方法制造的纤维增强树脂制螺栓(1)与应用例1中的纤维增强树 脂制螺栓(1)同样地,能够制成与现有的只在轴向配置了增强纤维的螺栓相比强度高的纤 4 CN 111587326 A 说 明 书 3/8 页 维增强树脂制螺栓(1)。 [应用例4] 根据应用例3所述的纤维增强树脂制螺栓制造方法,其要点在于,在所述卷绕工序 之后,具有将采用所述卷绕工序形成的增强纤维带层(60)相对于与所述卷绕轴平行的轴折 曲的折曲工序,所述树脂注入工序是将采用所述折曲工序形成的所述增强纤维带层(60)放 入对内径壁面施以螺纹形状的模具(40),在放入了所述增强纤维带层(60)的所述模具(40) 中注入树脂。 根据这样的、纤维增强树脂制螺栓制造方法,能够获得与应用例3同样的效果。 [应用例5] 本发明涉及的纤维增强树脂制螺栓(1),其要点在于,包括:将以纤维的方向成为 纵向方向的方式形成为带状的增强纤维(12)形成为所述增强纤维(12)围绕中心轴卷绕成 螺旋状的状态的增强纤维层(70);包含所述增强纤维层(70)的树脂层(20);和通过在用所 述树脂层(20)包含所述增强纤维层(70)的状态下加热和加压从而在外周面形成的螺纹部 (30)。 这样的纤维增强树脂制螺栓(1)与采用应用例1的纤维增强树脂制螺栓制造方法 制造的纤维增强树脂制螺栓(1)同样地,能够制成与现有的只在轴向配置了增强纤维的螺 栓相比强度高的纤维增强树脂制螺栓(1)。 [应用例6] 根据应用例3所述的纤维增强树脂制螺栓(1),其要点在于,上述增强纤维(12)为 碳纤维增强塑料。 在这样的纤维增强树脂制螺栓(1)中,由于使用碳纤维增强塑料作为增强纤维 (12),因此能够制成轻质、强度高的纤维增强树脂制螺栓(1)。 附图说明 图1为表示CFRP树脂带、CFRP带、CFRP树脂带层和CFRP带层的构成的概略图。 图2为将形成为环状的CFRP树脂带层或CFRP带层放入模具时的图。 图3为表示模具的构成的概略图。 图4为表示将插通器具50插入模具并对模具内的树脂加压的样子的概略图。 图5为纤维增强树脂制螺栓的截面照片。 图6为表示采用纤维增强树脂制螺栓的拉伸断裂试验结果的图。 图7为表示碳纤维含有率和树脂含有率不同的情形的纤维增强树脂制螺栓的拉伸 断裂试验结果的图。 图8为用于说明第三实施方式和第五实施方式中的CFRP树脂带和CFRP带的卷绕方 法与CFRP树脂带层和CFRP带层的折曲方法的概念图。











