
技术摘要:
本发明公开了一种折叠式电火花线切割走丝模块,切割丝两端分别绕设在W型丝轮的左右侧凹槽中,切割丝中部绕设在剪刀型张度调节机构上,丝轮驱动装置通过驱动W型丝轮转动而带动切割丝往复走丝,左侧切割丝绕设在切割丝张紧机构上,通过切割丝张紧机构的正反转运动调节切 全部
背景技术:
电火花线切割加工是一种利用电火花放电对工件进行切割成型的加工技术,其加 工过程无宏观作用力,无视材料的硬度和韧性等,是放电加工领域的研究热点。电火花线切 割加工的核心系统包括走丝模块,现有线切割走丝模块的切割物件段切割丝的长度及倾角 调节需要多个调节机构分别调节,而且切割丝的往复走丝需要两个绕丝盘分别驱动反转实 现,整体结构复杂、体积大,操作不便,生产成本及使用成本高。
技术实现要素:
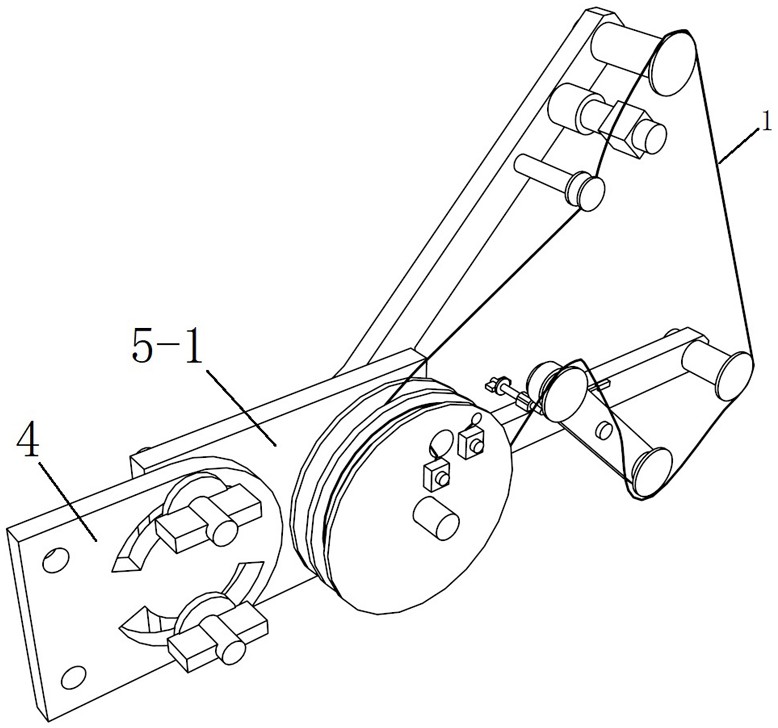
针对上述现有技术的不足,本发明提供了一种折叠式电火花线切割走丝模块,该 电火花线切割走丝模块通过剪刀型张度调节机构可调节切割物件段切割丝的长度及倾角, 以适用于不同尺寸物件及斜切角度的切割,而且通过转接板与固定下臂相对转动,可二次 调节长度调整后的切割物件段切割丝倾角至所需倾斜度,保证切割物件段切割丝长度和倾 角均满足所需,而且剪刀型张度调节机构开闭调节方便,可折叠收纳,节省空间,单个丝轮 驱动装置即可驱动切割丝往复走丝,成本低。 为实现上述技术目的,本发明采取的技术方案为:一种折叠式电火花线切割走丝 模块,包括切割丝,还包括W型丝轮、丝轮驱动装置、转接板、剪刀型张度调节机构、导电机构 和切割丝张紧机构,切割丝两端分别绕设在W型丝轮的左右侧凹槽中,切割丝中部绕设在剪 刀型张度调节机构上,并通过剪刀型张度调节机构调节切割物件段切割丝的长度及倾角, 丝轮驱动装置安装在剪刀型张度调节机构固定部,并通过驱动W型丝轮转动而带动切割丝 往复走丝,导电机构和切割丝张紧机构分别安装在剪刀型张度调节机构的固定部和转动 部,且左侧切割丝绕设在切割丝张紧机构上,通过切割丝张紧机构的正反转运动调节切割 丝张紧度,右侧切割丝绕设在导电机构上,通过导电机构导入电流,与待加工工件产生放 电,转接板安装在机床上,并与剪刀型张度调节机构固定部可转动连接。 进一步地,所述剪刀型张度调节机构包括固定下臂和旋转上臂,所述旋转上臂与 固定下臂尾部通过蝶形螺栓可转动连接,通过转动旋转上臂至与固定下臂至一定角度后经 蝶形螺栓锁紧固定,所述剪刀型张度调节机构的张度可调。 进一步地,所述固定下臂尾部为方形孔板,所述方形孔板上开设有固定孔,所述旋 转上臂后端中部开设有圆孔,所述圆孔外侧开设有弧形通槽,通过蝶形螺栓与弧形通槽和 固定孔的配合锁紧,所述旋转上臂与固定下臂尾部固定连接,张度固定。 进一步地,所述丝轮驱动装置为直流减速电机,所述直流减速电机安装在固定下 臂的方形孔板上,且位于旋转上臂的圆孔中,所述直流减速电机伸出固定下臂左侧,所述W 型丝轮安装在直流减速电机输出轴上,随电机输出轴同步转动。 4 CN 111570948 A 说 明 书 2/5 页 进一步地,所述导电机构包括黄铜座和导电钨块,所述黄铜座垂直固定在旋转上 臂上且外端贯穿旋转上臂,黄铜座两端均开设有螺纹孔,通过锁紧螺钉与黄铜座内侧螺纹 孔的配合锁紧,所述导电钨块固定在黄铜座内端,所述导电钨块固定黄铜座上,并通过锁紧 螺钉与内侧螺纹孔配合锁紧,所述黄铜座外侧螺纹孔通过螺钉连接铜鼻子,所述铜鼻子与 外部电源线相连接。 进一步地,所述导电机构左右侧旋转上臂上分别固定有左后T型导轮和右后T型导 轮,所述左后T型导轮的V型导轮通过后端支架固定在旋转上臂上,所述右后T型导轮的线切 割导轮总成通过后端有机玻璃杆固定在旋转上臂上。 进一步地,所述切割丝张紧机构包括张紧转臂、L型扭簧固定块、扭簧、蝶形螺钉, 两个L型扭簧固定块前后错位地分别固定在固定下臂内侧和张紧转臂内侧,且L型扭簧固定 块槽口向下,所述扭簧两端分别卡在两个L型扭簧固定块上,所述扭簧中部套设有连接轴, 所述连接轴一端固定在固定下臂内侧,另一端通过轴承连接在前侧张紧转臂上,所述蝶形 螺钉螺纹连接在固定下臂上端面的螺钉底座中,通过蝶形螺钉沿螺钉底座中部螺纹孔向前 旋入以压住张紧转臂,所述张紧转臂水平固定,通过蝶形螺钉沿螺钉底座中部螺纹孔向后 旋出以松开张紧转臂,所述张紧转臂在扭簧驱动下绕连接轴转动,所述张紧转臂两端还对 称固定有转臂T型导轮,所述转臂T型导轮包括线切割导轮总成和固定在线切割导轮总成后 部的有机玻璃杆,所述有机玻璃杆固定在张紧转臂上,所述张紧转臂右侧固定下臂上固定 有前T型导轮,所述前T型导轮与右后T型导轮结构相同。 进一步地,所述W型丝轮的左侧板上开设有第一通孔,所述W型丝轮的左侧凹槽上 开设有第二通孔,切割丝起始端通过第一螺钉固定在切割丝的左侧板上,并依次穿过第一 通孔和第二通孔后逆时针缠绕在左侧凹槽中,从左侧凹槽引出后切割丝依次从左侧转臂T 型导轮的线切割导轮总成凹槽上端、右侧转臂T型导轮的线切割导轮总成凹槽下端、前T型 导轮的线切割导轮总成凹槽下端、右后T型导轮的线切割导轮总成凹槽上端、导电钨块上端 面、左后T型导轮的V型导轮凹槽下端环形缠绕,并进一步逆时针缠绕在W型丝轮的右侧凹槽 中,所述W型丝轮的右侧板上间隔开设有第三通孔和第四通孔,所述W型丝轮左侧板和中间 板上对应第四通孔开设有第五通孔和第六通孔,所述第四通孔、第五通孔和第六通孔位于 左右侧凹槽的绕丝环内侧,切割丝末端从第三通孔穿出后,再依次从第四通孔、第五通孔和 第六通孔穿入,并最终通过第二螺钉固定在左侧板上。 进一步地,所述转接板上开设有机床固定孔和上下对称的弧形槽,所述转接板通 过机床固定孔与螺栓或其他锁紧件配合锁紧固定在机床上,所述固定下臂尾部方形孔板上 上下对称开设由螺纹固定孔,转动方形孔板并通过蝶形螺钉与螺纹固定孔和弧形槽的配合 锁紧,折叠式电火花线切割走丝模块相对于机床整体旋转。 进一步地,还包括电机控制器,所述电机控制器以无线或有线方式控制丝轮驱动 装置启、停及正反转运动。 本发明具有以下有益效果: 1)本发明提供的折叠式电火花线切割走丝模块采用W型丝轮将切割丝缠绕在其左右侧 凹槽中,通过一个丝轮驱动装置驱动W型丝轮转动可带动左右侧凹槽中的切割丝反向走丝, 从而实现切割丝的往复走丝,巧妙结构设计,减少了绕丝盘及丝轮驱动电机数量,降低成 本,电机控制器控制操作,高效省力; 5 CN 111570948 A 说 明 书 3/5 页 2)本发明的切割丝张紧机构借助扭簧作用,通过驱动张紧转臂转动实现切割丝张紧度 调节,而且切割丝张紧机构结构精巧,体积小,机械化调节而且调节操作简单方便,降低工 艺切割成本; 3)本发明通过剪刀型张度调节机构可同时调节切割物件段切割丝的长度及倾角,而且 剪刀型张度调节机构可折叠,便于收纳,对于大物件同时需要目标倾斜度如直线切割的情 况,在通过剪刀型张度调节机构调节切割物件段切割丝长度至所需长度后,通过固定下臂 相对于转接板转动并锁紧,长度调节后的切割物件段切割丝倾斜度可二次调节至所需,从 而保证切割物件段切割丝长度及倾斜度均满足所需,适用于不同尺寸及不同斜切角度物件 的切割,实用性强,适用范围广。 附图说明 图1是本发明的电火花线切割走丝模块折叠状态示意图; 图2是图1的转接板与固定下臂拆开状态图; 图3是图2的后视图; 图4是图2的电火花线切割走丝模块拆除转接板后结构示意图; 图5是图4的后侧视图; 图6是图4的剪刀型张度调节机构张开状态示意图; 图7是图6的切割丝张紧状态图; 图8是图7的后侧视图; 图9是图2的切割丝走向图; 图10是图2的切割丝与W型丝轮绕设配合图; 图11是图10的K向示意图; 图12是图1的剪刀型张度调节机构张开状态示意图; 图13是图12的切割物件段切割丝经固定下臂绕转接板旋转固定后调整至竖直状态图。 其中的附图标记为:切割丝1、W型丝轮2、第一螺钉2-1、第二螺钉2-2、丝轮驱动装 置3、转接板4、机床固定孔4-1、弧形槽4-2、蝶形螺钉4-3、剪刀型张度调节机构5、固定下臂 5-1、旋转上臂5-2、蝶形螺栓5-3、螺纹固定孔5-4、导电机构6、黄铜座6-1、导电钨块6-2、锁 紧螺钉6-3、左后T型导轮6-4、右后T4-3型导轮6-5、切割丝张紧机构7、张紧转臂7-1、L型扭 簧固定块7-2、扭簧7-3、蝶形螺钉7-4、连接轴7-5、螺钉底座7-6、转臂T型导轮7-7、前T型导 轮7-8。











