
技术摘要:
本发明公开了一种热敏纸生产工艺,包括步骤如下:步骤1):将原纸放在放卷机构上,利用涂布机构使用粒径相对较粗的涂料对原纸进行第一次预涂形成第一预涂层;步骤2):将步骤1)中的原纸通过烘箱进行烘干;步骤3):利用涂布机构对步骤2)中的原纸使用粒径相对较细的涂料进 全部
背景技术:
热敏纸是指涂布了含有生色材料经热信号激励而自身显色的信息记录纸。热敏纸 是随着传真机在世界范围内普及并迅速发展起来的,随着电子通讯事业的发展,热敏纸不 仅以传真纸形式普及于个人家庭,更出现在商业、超市、银行、医院、机场等各个领域,其用 途日趋广泛,品种日益增多,使用范围越来越广。据现有技术,热敏纸涂布工艺就是在原纸 上先预涂一层,再面涂一层,最后进行压光。为了保证热敏纸的打印效果,通常会选用平滑 度50S以上的原纸进行涂布,同时会采用压光工艺。而市场上原纸的平滑度30S左右的较多, 这样造成原纸选择范围小;另一方面压光后涂布成纸的厚度有损失,压光会损失热敏纸厚 度5微米左右,而热敏纸的售价与厚度有关联,越厚价格越高。
技术实现要素:
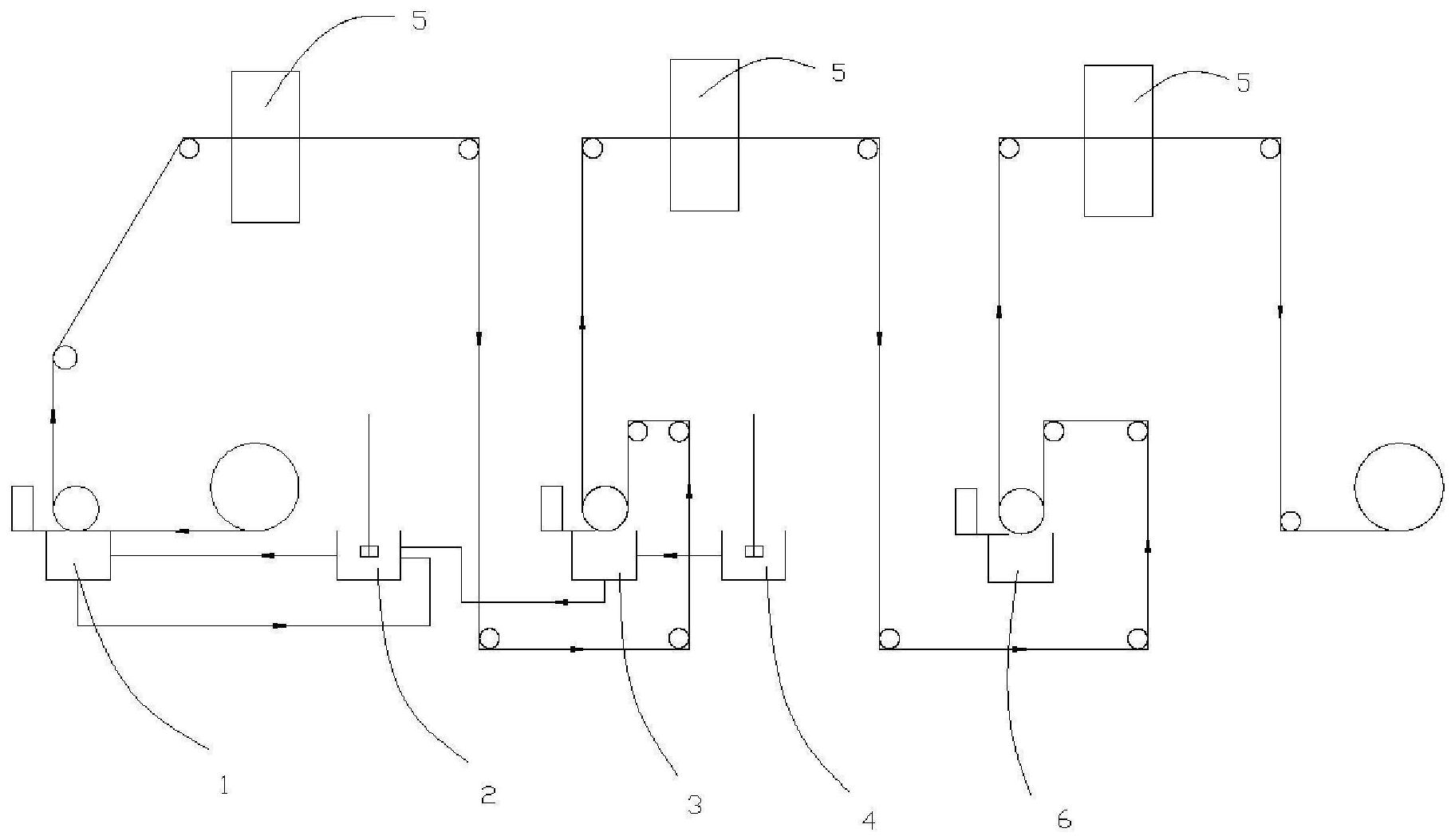
本发明所要解决的技术问题是:克服以上现有技术的缺陷,提供一种成本低且利 润高的热敏纸生产工艺。 为了实现上述目的,本发明的技术方案是: 一种热敏纸生产工艺,包括步骤如下: 步骤1):将原纸放在放卷机构上,利用涂布机构使用粒径相对较粗的涂料对原纸 进行第一次预涂形成第一预涂层; 步骤2):将步骤1)中的原纸通过烘箱进行烘干; 步骤3):利用涂布机构对步骤2)中的原纸使用粒径相对较细的涂料进行第二次预 涂,在第一预涂层上形成第二预涂层; 步骤4):将步骤3)中的原纸通过烘箱进行烘干; 步骤5):利用涂布机构对步骤4)中的原纸进行面涂,在第二预涂层上形成面涂层; 步骤6):将步骤5)中的原纸通过烘箱进行烘干; 步骤7):利用收卷机构把步骤6)中的原纸收集起来。 采用以上结构后,本发明与现有技术相比具有以下优点:预涂进行两次,通过涂布 机构实现,第一次预涂打底涂布,用颗粒粗的涂料,原纸的平滑度得到改善,第二次预涂用 新鲜的涂料(颗粒细),涂布表面平滑度高,不需要进行压光工序,进行两次预涂和一次面 涂,对原纸要求相对较低,原纸选用平滑度为30s的就可以,涂布成纸厚度有优势,同等价格 客户希望纸张的厚度大些,利用两次预涂,将涂布成纸的平滑度提高,最终不需要压光也能 保证成纸的质量,成本低且利润高,需要说明的是:第一次预涂和第二次预涂为串联供料, 第一次预涂的涂料是第二次预涂料回流过去的,所以粒径会大些,这样涂布质量稳定,实现 在平滑度低的纸上不用压光方法涂布出高厚度的合格产品,现有技术必须选用原纸平滑度 为80S的才能达到使用要求。 3 CN 111549570 A 说 明 书 2/6 页 作为优选,所述的步骤1)中第一次预涂中涂料的D50粒径为5~15μm,D90粒径为25 ~35μm,D50粒径优选为5、10和15μm,D90粒径优选为25、30和35μm,能很大程度使原纸的平 滑度得到改善,这是粒径相对较粗的涂料。 作为优选,所述的步骤2)中烘箱的温度为100~200℃,烘箱的长度为10~20m,原 纸在烘箱移动的速度为4~8m/s,烘箱温度优选为100、150和200℃,烘箱的长度优选为10、 15和20m,原纸在烘箱移动的速度优选为4、6和8m/s,烘干效率高,更加均匀。 作为优选,所述的步骤3)中第二次预涂中涂料的D50粒径为2.5~3.0μm,D90粒径 为8.0~9.0μm,D50粒径优选为2.5、2.8和3μm,D90粒径优选为8.0、8.5和9.0μm,涂布表面平 滑度高,不需要进行压光工序,这是粒径相对较细的涂料。 作为优选,所述的步骤4)中烘箱的温度为100~200℃,烘箱的长度为10~20m,原 纸在烘箱移动的速度为4~8m/s,烘箱温度优选为100、150和200℃,烘箱的长度优选为10、 15和20m,原纸在烘箱移动的速度优选为4、6和8m/s,烘干效率高,更加均匀。 作为优选,所述的步骤5)中面涂层的厚度为3~3.5μm,面涂层的厚度优选为3、3.2 和3.5μm,不需要压光也能保证成纸的质量。 作为优选,所述的步骤6)中烘箱的温度为100~200℃,烘箱的长度为10~20m,原 纸在烘箱移动的速度为4~8m/s,烘箱温度优选为100、150和200℃,烘箱的长度优选为10、 15和20m,原纸在烘箱移动的速度优选为4、6和8m/s,烘干效率高,更加均匀。 作为优选,所述的第一预涂层和第二预涂层形成预涂层,所述的预涂层的涂布量 为7~8g/㎡,预涂层的涂布量优选为7、7.5和8g/㎡,能最大程度使原纸的平滑度得到改善, 涂布表面平滑度最高,不需要进行压光工序。 作为优选,所述的第一预涂层的涂布量为4g/㎡,所述的第二预涂层的涂布量为 4g/㎡,效果最佳,成本低。 作为优选,所述的涂布机构为刮刀涂布机构、刮棒涂布机构和帘式涂布机构的一 种或几种。 作为优选,第一次预涂和第二次预涂的涂布液均相同,涂布液由以下组分按所示 重量份数组成:煅烧高岭土83~87%,分散剂0.3~0.7%,丁苯乳液10~14%,保水剂0.1~ 0.5%,消泡剂0.1~0.3%,聚乙烯醇1~3%,能最大程度使原纸的平滑度得到改善,省去了 压光工序,利润高,成本低,为企业创造了巨大的价值。 作为优选,第一次预涂和第二次预涂的供料方式为串联供料,所述的串联供料是 指第一次预涂包括第一搅拌槽和第一涂布槽,第二次预涂包括第二搅拌槽和第二涂布槽, 第一涂布槽、第一搅拌槽、第二涂布槽和第二搅拌槽从左到右依次分布,第一涂布槽和第一 搅拌槽连通,第二涂布槽和第二搅拌槽连通,第一涂布槽出料口和第二涂布槽出料口均与 第一搅拌槽进料口连通,第一次预涂和第二次预涂为串联供料,第二次预涂是始终用新鲜 的涂料,涂布表面平滑度高;第一次预涂打底涂布用颗粒粗的涂料,原纸平滑度得到改善。 先利用颗粒粗的料对原纸平度进行改善,再利用颗粒细的料使涂布表面平滑度达到现有技 术压光后的要求。 附图说明 图1是本发明热敏纸生产工艺中涂布系统的立体图; 4 CN 111549570 A 说 明 书 3/6 页 图2是本发明热敏纸生产工艺打印效果测试图; 图3是现有热敏纸生产工艺打印效果测试图。 其中,1、第一涂布槽,2、第一搅拌槽,3、第二涂布槽,4、第二搅拌槽,5、烘箱,6、面 涂机构。 →:代表液体流动的方向或原纸的运动方向。











