
技术摘要:
本发明提供了一种陶瓷基板多孔阵列皮秒激光振镜扫描钻孔系统及方法,包括:首先设置激光钻孔加工路径、以及激光钻孔工艺参数,钻孔时,工位滑台将陶瓷基板的待钻孔移至钻孔位置,CCD视觉对钻孔位置进行辨识和定位,振镜激光束对陶瓷基板逐层精密钻孔,同时开启烟尘抽吸 全部
背景技术:
氧化铝和氮化铝等陶瓷材料具有高导热、高绝缘度和耐高温等优点,在电子及半 导体领域具有广泛的应用。但是陶瓷材料具有很高的硬度和脆性,其成型加工非常困难,特 别是微孔的加工尤其困难。由于激光具有高功率密度及良好的方向性,目前陶瓷板材具有 普遍采用激光器对陶瓷基板进行打孔加工,当前一般采用脉冲激光器或者准连续激光器, 激光束通过光学系统聚焦在与激光轴垂直放置的工件上,发出高能量密度(105-109W/cm2) 的激光束使材料熔化,气化、一般与光束同轴气流由激光切割头喷出,将熔化了的材料由切 口的底部吹出而逐步形成通孔。传统的连续激光、脉冲激光、以及纳秒激光,激光瞬时峰值 功率较低,持续时间较长,切割圆孔锥度较大,圆度较差,边缘的热影响区较大,对当前快速 发展的陶瓷封装技术,尤其是未来的5G领域对陶瓷等器件超精密打孔,切割乃至焊接的需 求无法跟上市场的发展。皮秒激光持续时间仅为皮秒级,激光瞬时峰值功率可达到GW级别, 对玻璃、陶瓷等器件可实现完美切割,几乎无倾角,无热影响区,碎裂率低,在未来的3C,医 学领域,尤其是5G通讯领域有非常广阔的市场应用前景。 专利文献CN110605488A公开了一种陶瓷激光打孔装置,该发明针对电子及半导体 器件的陶瓷打孔采用了一种具有xy 回旋振动的三轴激光打孔系统,但对采用什么样的激 光并未涉及,也未对打孔流程进行具体描述,另外通过回旋运动切割较大直径圆,由于机械 本身的惯性导致切割效率低。 专利文献CN105499812A公开了一种提高陶瓷散热基板加工品质的方法,该发明涉 及一种LED陶瓷散热基板的激光加工方法,该方法主要采用事先涂抹染料,然后烘干,打完 孔后再进行清洗的方式来解决陶瓷基板在钻孔过程中的氧化、发黄等问题,虽然提高了加 工质量,但明显增加了工序,降低了加工效率,另外采用的激光也是常规的连续固态激光 器。
技术实现要素:
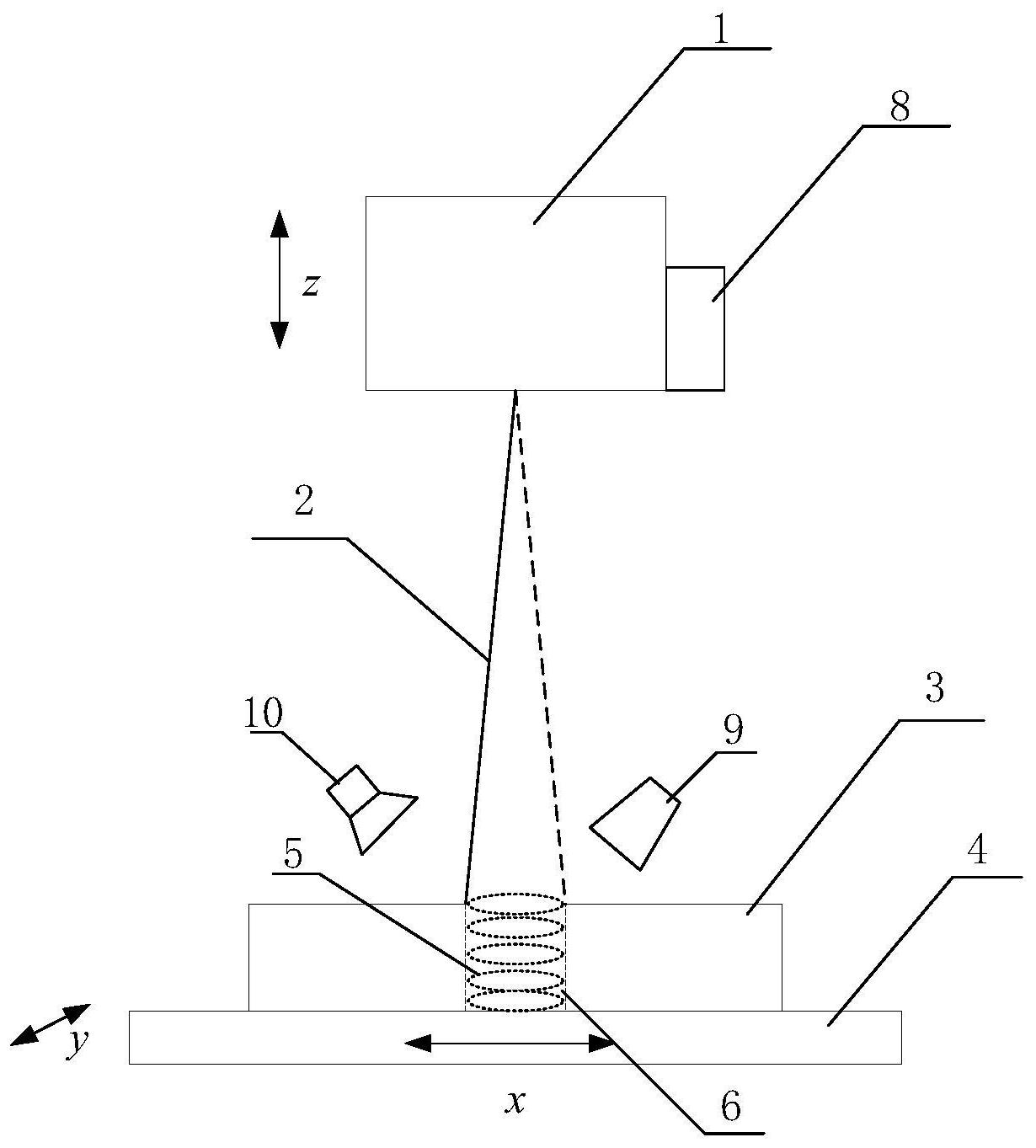
针对现有技术中的缺陷,本发明的目的是提供一种陶瓷基板多孔阵列皮秒激光振 镜扫描钻孔系统及方法。 根据本发明提供的一种陶瓷基板多孔阵列皮秒激光振镜扫描钻孔系统,包括:扫 描振镜1,扫描激光束单元2,基板3,xy二维滑台4,分层加工路径5,加工孔位6,多孔阵列加 工路径7,视觉部件8,保护气喷嘴9,烟尘抽吸罩10;所述扫描振镜1设置于陶瓷基板多孔阵 列皮秒激光振镜扫描钻孔系统的上部;所述扫描振镜1与视觉部件8相连;所述xy二维滑台4 设置于陶瓷基板多孔阵列皮秒激光振镜扫描钻孔系统的下部;所述基板3设置于xy二维滑 台4的上方;所述扫描激光束2设置于扫描振镜1与基板3之间;所述保护气喷嘴9、烟尘抽吸 4 CN 111590197 A 说 明 书 2/6 页 罩10设置于基板3的上方;所述分层加工路径5,加工孔位6设置于xy二维滑台4的上方。 优选地,所述基板3采用陶瓷基板。 优选地,所述视觉部件8采用CCD视觉摄像部件。 优选地,还包括:保护气管;所述保护气喷嘴9与保护气管相连。 优选地,还包括:保护气瓶;所述保护气管与保护气管相连。所述的保护气喷嘴和 烟尘抽吸罩设置于工件切割位置。所述的保护气嘴与保护气管相连,保护气管与保护气瓶 相连接。钻孔时,保护气和烟尘抽吸打开,保护气保护陶瓷基板打孔区域,防止在陶瓷钻孔 过程中陶瓷表面发生氧化发黄,影响性能和美观,而通过烟尘抽吸罩抽吸掉切割时产生的 烟尘,提高工件的激光吸收率和净化工作环境。 根据本发明提供的一种陶瓷基板多孔阵列皮秒激光振镜扫描钻孔方法,采用陶瓷 基板多孔阵列皮秒激光振镜扫描钻孔系统,包括:步骤S1:设置激光钻孔切割加工路径、以 及激光钻孔切割工艺参数,获取切割工艺控制信息、切割路径控制信息;所述切割工艺控制 信息指导激光钻孔的切割工艺;所述切割路径控制信息指导激光钻孔的切割加工路径;步 骤S2:钻孔时,工位滑台xy轴将陶瓷基板的待钻孔移至钻孔位置;步骤S3:CCD视觉对拍摄图 像,机器视觉软件自动计算待钻孔位置,获取待钻孔位置信息;步骤S4:根据切割工艺控制 信息、切割路径控制信息以及钻孔路径参数,对基板逐层钻孔。 优选地,所述步骤S3包括:步骤S3.1:CCD视觉摄像部件拍摄图像,机器视觉软件自 动计算待钻孔位置,获取待钻孔位置信息。 优选地,还包括:步骤S5:开启烟尘抽吸装置,保护气打开保护切割区域,每加工一 层,切割头Z轴下移一个加工层厚度,振镜扫描再次对孔进行加工,直至加工所有的层,关闭 激光。 优选地,还包括:步骤S6:工位滑台xy轴将工件移至下一个孔的钻孔位置,重复上 述步骤S4、步骤S5,直至切割完陶瓷基板上所有的孔。 优选地,所述切割工艺控制信息包括以下任一种或者任多种:-激光功率控制信 息;-激光频率控制信息;-脉冲宽度控制信息;-分层数量控制信息;-切割头下移距离控制 信息;所述切割路径控制信息包括以下任一种或者任多种:-多孔阵列各个孔的切割顺序控 制信息;-切割中心坐标控制信息。 与现有技术相比,本发明具有如下的有益效果: 1、本发明采用皮秒激光切割边缘光滑,圆度好、锥度更小、碎裂率低,几乎热影响 区,边缘不发黄,对陶瓷基板无损伤,良品率大大提高; 2、本发明特别适合5G当前的陶瓷基板的高精度应用; 3、本发明通过xy精密滑台的调节可一次性解决陶瓷基板上多孔阵列的加工,同时 也解决了激光倾斜带来的边缘切割效应,提高钻孔的圆度和锥度; 4、本发明中,激光振镜扫描激光束可实现一定范围内较大孔径的直接扫描切割而 不需要移动滑台,提高了响应速度和切割速度; 5、本发明中,CCD视觉自动对切割位置进行辨识和定位,显著提高了加工效率和位 置精度,也减少了人为因素可能导致的位置偏差。 5 CN 111590197 A 说 明 书 3/6 页 附图说明 通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、 目的和优点将会变得更明显: 图1为本发明实施例中激光振镜扫描逐层加工陶瓷基板多孔阵列示意图。 图2为本发明实施例中陶瓷多孔阵列切割路径示意图。 图3为本发明实施例中振镜扫描陶瓷多孔阵列钻孔程序流程图。 图中: 扫描振镜1 加工孔位6 扫描激光束单元2 多孔阵列加工路径7 基板3 视觉部件8 xy二维滑台4 保护气喷嘴9 分层加工路径5 烟尘抽吸罩10











