
技术摘要:
本发明提供一种纱线卷取机以及纱线卷取方法。自动络纱机(纱线卷取机)具备横动部、输入部、修正线制作部以及横动控制部。横动部使卷绕在卷装的纱线横动。输入部接受表示修正目标横动宽度的修正宽度、与伴随着纱线的卷绕而增加的值亦即处于比卷绕开始时大且比满卷时小的 全部
背景技术:
以往公知有在使纱线一边横动一边卷绕而形成卷装时,产生卷装的端面向轴向的 外侧鼓出的现象(凸边卷)。这是由于卷装的中间层的纱线被外径侧的纱线的紧固力和来自 卷取管的反作用力压迫,从卷装端面向轴向的外侧突出而产生的。专利文献1以及2公开了 进行用于防止该凸边卷的控制的纱线卷取机。 在专利文献1的纱线卷取机中,能够将横动宽度的修正宽度(端部修正宽度)与卷 装直径相关联地设定。该纱线卷取机基于所设定的对应关系来控制横动装置,从而防止凸 边卷的产生。专利文献2的纱线卷取机在卷绕圆锥形状的卷装的情况下,使卷装的小径侧区 域的横动速度与大径侧区域的横动速度之比变化。由此,小径侧区域与大径侧区域的卷绕 密度的平衡变化,所以能够减少凸边卷的产生。另外,在专利文献2中记载了,为了更可靠地 防止凸边卷的产生,与专利文献1相同,使端部修正宽度根据纱层而变化的技术。 专利文献1:日本特开2011-143977号公报 专利文献2:日本特开2015-178403号公报 专利文献3:德国专利申请公开第102005045790号说明书 在专利文献1以及2中,将端部修正宽度与卷装直径相关联地设定数点,沿着连接 这些点的折线修正横动宽度。因此,修正宽度的斜率急剧地变化,所以无法以与凸边卷的形 状匹配的方式使横动宽度变化。其结果是,往往卷装的端面成为台阶形状,卷装的品质降 低。另外,若所设定的点越多则台阶形状越不明显,是能够实现所希望的凸边修正的结构, 所设定的点多,往往变得繁琐。另外,在专利文献3中记载了沿着圆弧的曲线修正卷装的端 面的内容,虽记载了用于决定该圆弧的曲线的计算方法,但关于由操作人员进行的圆弧的 曲线的设定输入方法没有任何记载。
技术实现要素:
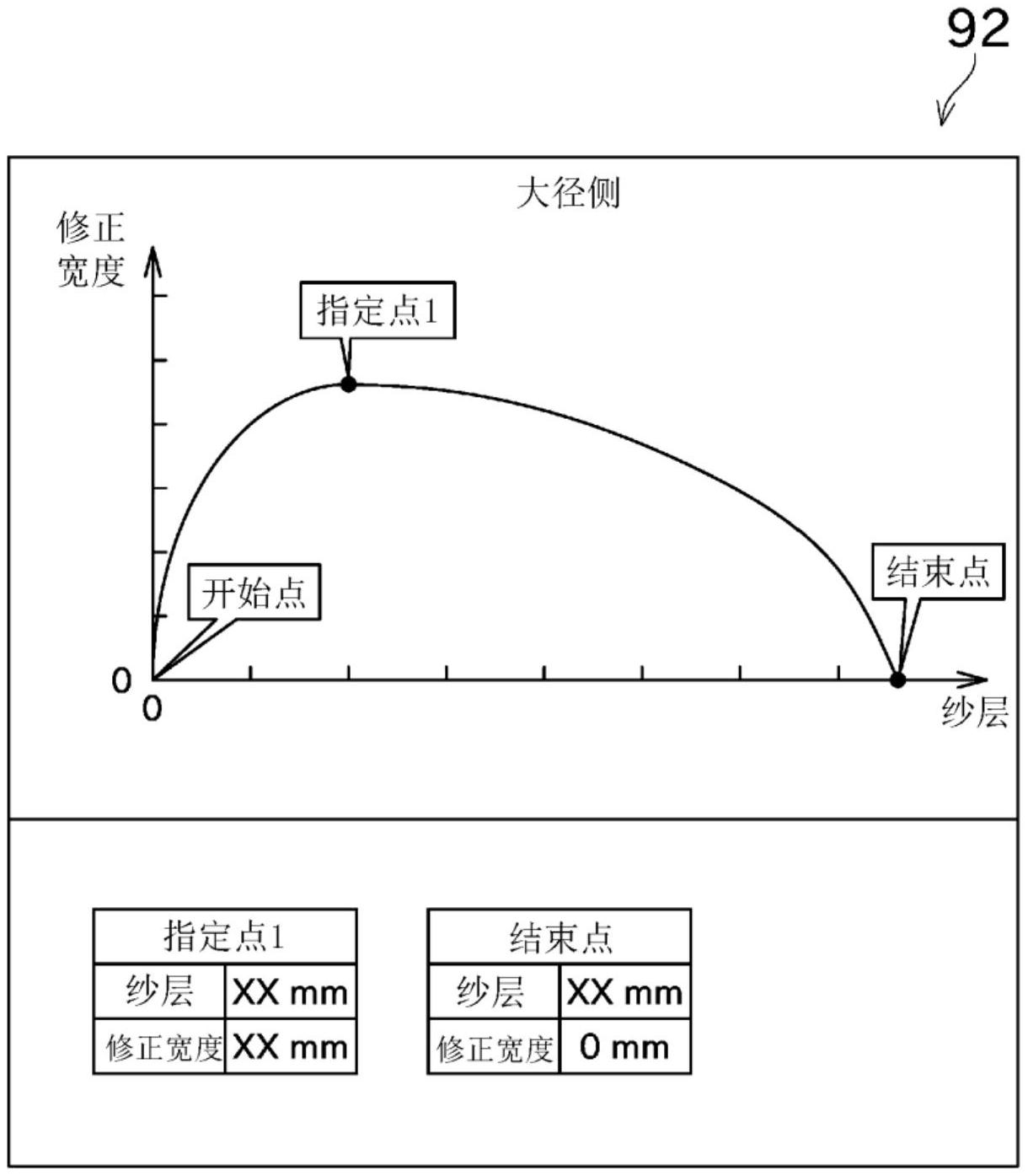
本发明正是鉴于以上的情况而完成的,其主要目的在于提供一种能够抑制凸边卷 的产生,而且提高设定的作业效率并且还能够抑制卷装的端面成为台阶形状的纱线卷取 机。 本发明的要解决的课题如上所述,下面对用于解决该课题的手段和其效果进行说 明。 根据本发明的第一观点,提供以下结构的纱线卷取机。即、该纱线卷取机具备横动 部、输入部、修正线制作部以及横动控制部。上述横动部使卷绕在卷装的纱线横动。上述输 入部接受表示修正目标横动宽度的修正宽度、与伴随着纱线的卷绕而增加的值亦即处于大 于卷绕开始时小于满卷时的范围的卷取进度值的对应关系的仅一个指定点的输入。上述修 正线制作部制作修正线,该修正线通过输入到上述输入部的仅一个上述指定点,是表示上 3 CN 111601764 A 说 明 书 2/10 页 述修正宽度与上述卷取进度值的对应关系的线且至少一部分是曲线。上述横动控制部以利 用由上述修正线制作部制作出的上述修正线表示的上述修正宽度修正目标横动宽度后的 值使纱线横动的方式,控制上述横动部。 由此,在修正宽度与卷取进度值的对应关系中包含曲线,所以至少在包含曲线的 区域中,修正宽度的斜率缓慢地变化。因此,卷装的端面很难成为台阶形状,所以能够提高 卷装的品质。另外,仅输入仅一个指定点从而制作修正宽度的斜率缓慢地变化的修正线,所 以能够不降低卷装的品质而提高设定的作业效率。 在上述纱线卷取机中,优选上述修正线制作部制作至少从卷绕开始时到上述指定 点的部分是曲线的上述修正线。 由此,在修正宽度的变化量变大的倾向的卷绕刚开始之后修正线成为曲线,所以 能够更可靠地抑制卷装的端面成为台阶形状。 在上述纱线卷取机中,优选上述修正线制作部制作整体是曲线的上述修正线。 由此,在卷装的整体中,能够抑制端面成为台阶形状。 在上述纱线卷取机中,优选具备显示部,其以图表形式显示上述修正线制作部制 作出的上述修正线。 由此,能够使操作人员直观地掌握横动宽度的修正宽度的变化。 在上述纱线卷取机中,优选上述修正线制作部的从卷绕开始时到上述指定点的上 述修正线的斜率的增加方式、与从满卷时到上述指定点的上述修正线的斜率的增加方式不 同。 由此,在上述两个区间以适当的方式使斜率变化,从而能够设为不使卷装的端面 鼓出的理想的形状。 在上述纱线卷取机中,优选上述修正线制作部制成在上述指定点斜率不变化而平 滑的上述修正线。 由此,与专利文献1不同,指定点的前后的修正宽度的变化变得平滑,所以能够更 可靠地防止卷装的端面成为台阶形状。 在上述纱线卷取机中,优选上述修正线制作部制成包含圆弧或者椭圆弧的曲线的 上述修正线。 由此,能够使修正线包含简单的曲线。 在上述纱线卷取机中,优选上述修正线的曲线以三角函数记述。 由此,能够实现各种曲线。 根据本发明的第二观点,提供以下的纱线卷取方法。即、该纱线卷取方法使纱线一 边横动一边卷绕而形成卷装。该纱线卷取方法包含指定点接受工序、修正线制作工序以及 卷绕工序。在上述指定点接受工序中,接受表示修正目标横动宽度的修正宽度、与伴随着纱 线的卷绕而增加的值亦即处于大于卷绕开始时小于满卷时的范围的卷取进度值的对应关 系的仅一个指定点的输入。在上述修正线制作工序中,制作修正线,该修正线通过在上述指 定点接受工序中接受的仅一个上述指定点,是表示上述修正宽度与上述卷取进度值的对应 关系的线且至少一部分是曲线。在上述卷绕工序中,以利用在上述修正线制作工序中制作 出的上述修正线表示的上述修正宽度修正目标横动宽度后的值使纱线横动的方式,控制上 述横动部来卷绕纱线。 4 CN 111601764 A 说 明 书 3/10 页 由此,在修正宽度与卷取进度值的对应关系中包含曲线,所以在至少包含曲线的 区域中,修正宽度逐渐地变化。因此,卷装的端面很难成为台阶形状,所以能够提高卷装的 品质。另外,仅输入仅一个指定点从而制作修正宽度的斜率缓慢地变化的修正线,所以能够 不降低卷装的品质而提高设定的作业效率。 附图说明 图1是本发明的一实施方式的自动络纱机的主视图。 图2是纱线卷取单元的主视图以及框图。 图3是示意性表示凸边卷产生时,现有的凸边卷对策时以及本实施方式的卷装的 剖面形状的剖视图。 图4是说明目标横动宽度以及修正宽度的图。 图5是表示一边抑制凸边卷的产生一边进行纱线的卷绕的处理的流程图。 图6是表示输入与凸边卷的修正相关的值的画面以及显示了修正线的画面的图。 图7的(a)~(c)是表示由变形例的纱线卷取机制作的修正线的图。











