
技术摘要:
本发明公开了一种线激光器平面度的视觉检测方法,待测线激光器的正前方设有平面I,平面I的上方悬挂两条铅垂线,待测线激光器向平面I投射激光条;相机从多个拍照位置采集激光条图像;对每张激光条图像进行旋转、剪切,使得图像的边缘与线型I重合;再令所有激光条图像内 全部
背景技术:
线结构光测量技术将线结构光投射到被测物体表面,通过像机拍摄到激光条纹图 像,再由光条中心提取算法及像机标定模型共同推算出被测物体表面的三维坐标信息;近 年来随着光电传感技术、计算机技术和光学半导体技术的高速发展,线结构光测量以其非 接触高效实时测量的特点而广泛应用于工业检测、目标识别和逆向工程领域中。 线激光器是投射线结构光的器件,理想情况下,线激光器投射的激光平面是理想 的标准平面,但是由于激光器镜组的加工误差、装配误差及半导体器件的特性,激光平面并 非理想平面,呈曲面状,在传统的测量过程中将激光平面作为平面处理,会对最终的测量精 度造成影响,测量视场越大,影响越大,由此可知,对线激光器的平面度检测是保证线结构 光测量精度必不可少的一个环节。
技术实现要素:
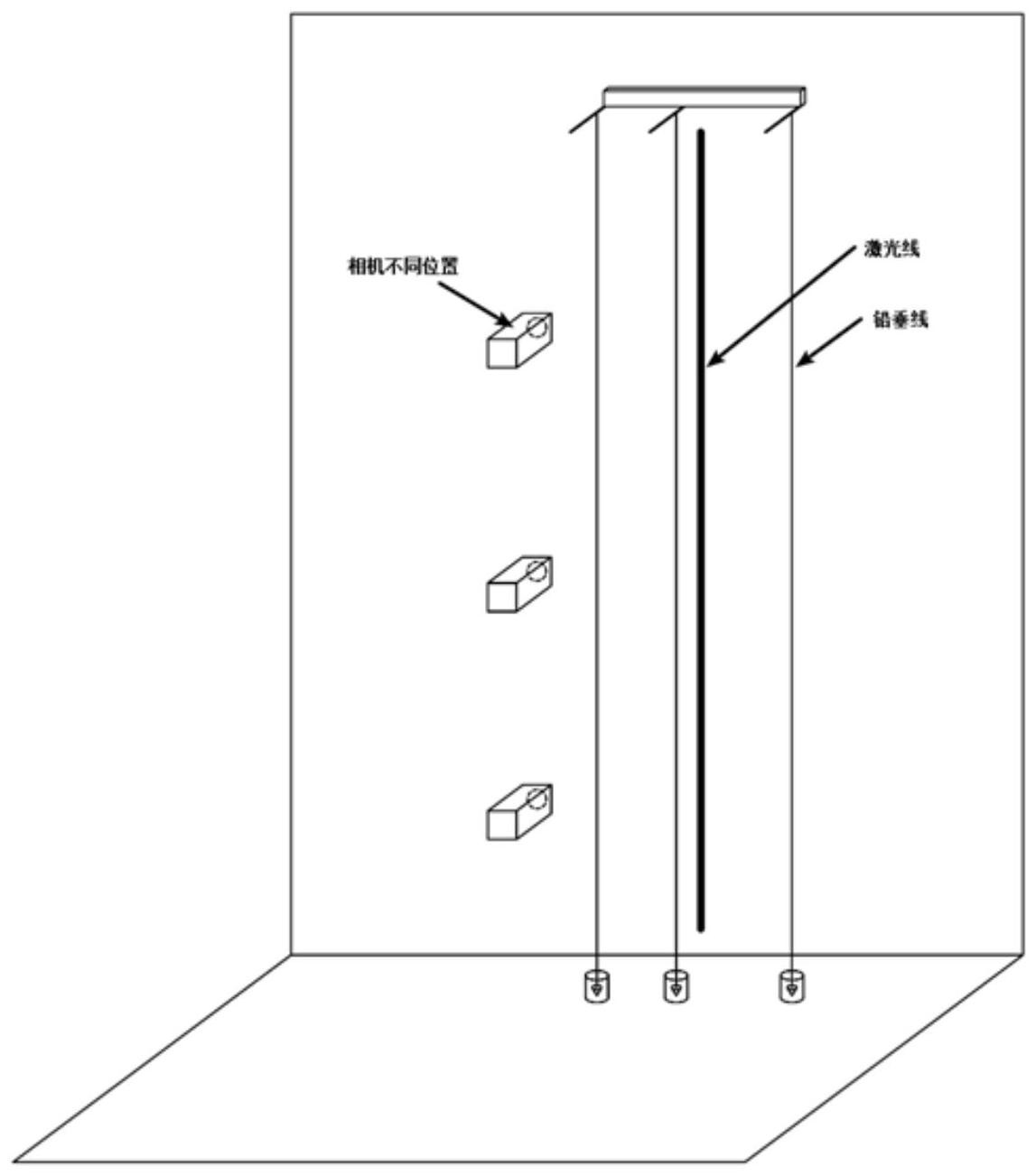
针对上述问题,本发明提出一种线激光器平面度的视觉检测方法,有效对线激光 器的性能进行评价,根据最大残差值或平面度的计算结果,测试人员可按需选择合适的激 光器,进行后续的操作,从而避免因平面度差导致后续检测结果精度低,进而对线结构光测 量技术起到了保障作用。 一种线激光器平面度的视觉检测方法,待测线激光器的正前方设有平面I,所述平 面I的上方悬挂两条铅垂线,待测线激光器向平面I投射激光条; 1)相机依次从多个拍照位置采集激光条图像并存储;所述多个拍照位置沿激光条 方向从上到下或从下到上顺序排布,单张激光条图像中包含纵向贯穿图像的:局部激光条、 两条局部铅垂线; 2)从第一张激光条图像开始,依次对每张激光条图像进行如下处理: ①判断局部激光条是否位于两条铅垂线之间,若是,则将任一铅垂线记为线型I, 另一铅垂线记为线型II;若否,则将远离激光条的铅垂线记为线型I,另一垂线记为线型II; ②根据线型I在图像中的直线函数,对图像进行旋转、剪切,使得图像的边缘与线 型I重合; 3)选取经过步骤2)处理后的任意一张激光条图像记为标准图像,在所述标准图像 中线型II上任选一点,以其所在行为基准,对其他行的像素点进行处理,令标准图像中线型 II上所有点的横坐标相等; 4)对除标准图像外的其他激光条图像进行逐行处理,令所有激光条图像内线型II 上所有点的横坐标相等; 5)将各张激光条图像沿从下到上的顺序依次纵向拼接,形成尺寸为t×mj行的拼 接图像,t为激光条图像的总张数,mj为第j张激光条图像的像素总行数; 4 CN 111595560 A 说 明 书 2/4 页 提取所述拼接图像中激光条的光条中心线,得出光条中心线上各点的像素坐标 (uji,vji)j=1,2,3……t,i=1,2,3……mj; 根据下式,计算各点的物理坐标: 其中,L表示左垂线和右垂线之间的物理距离,d表示左垂线和右垂线之间的像素 距离;A1表示第1张激光条图像的纵向物理尺寸;Aj表示第j张激光条图像的纵向物理尺寸;g 表示相机拍摄当前第j张图像时,其所在的拍照位置与上一个拍照位置之间的距离; 对坐标点(xji ,yji)进行直线拟合,得到最大拟合残差值Q,作为评价参数;当所述 评价参数在预设值范围内时,认为待测线激光器满足要求,反之不满足要求。 进一步,步骤②中使得激光条图像的边缘与线型I重合的方法为: 对线型I进行直线拟合,得出直线函数y=k1x b1,则线型I与图像边缘的夹角θ1= arctank1,旋转图像,令线型I平行于激光条图像边缘; 再次对线型I进行直线拟合,得出直线函数y=b2,对图像进行剪切,去除靠近图像 边缘的b2列像素; 至此,实现图像中线型I与激光条图像边缘重合。 为了便于图像获取,所述激光条大致平行于所述铅垂线,优选,所述激光条与铅垂 线之间的夹角小于等于5°。 为了采样更多的坐标点,优选,相邻两个拍照位置之间的距离小于等于单张图像 的纵向物理尺寸Aj。 进一步,计算线激光的平面度: A1表示第1张激光条 图像的纵向物理尺寸;At表示最后一张激光条图像的纵向物理尺寸;t表示激光条图像的总 张数。 为了便于验证线激光的平面度,所述平面I的上方还设有第三条铅垂线,采用与步 骤1)~5)相同的方法,得出所述第三条铅垂线的最大拟合残差E,计算其平面度: 将其记为标准平面度R,对比平面度S与标准平面度R,判断待测线激光器的 平面度是否合格。 优选,线激光器的工作距大于3m,相机的拍照位置多于3个,沿激光条方向从上到 下均匀排布。 对于长工作距和/或大发散角的激光器,由于其投射范围相对较大,体现为激光条 的长度较长,此时,相机受到拍摄视场的限制,往往无法一次性拍摄整个激光条,需要进行 多位置图像采集,在此过程中,相机拍照位姿会产生偏移、俯仰角,无法直接将各图像拼接, 为了保证检测精度,本发明方法通过两条铅垂线将多张图像拼接在一起,从而巧妙的获得 了激光条的整体线型,得出光条中心上的坐标点,利用坐标点表征出激光条的线型数据,计 算拟合残差,利用最大残差值评价线激光器出射线激光的平面度,有效对线激光器的性能 5 CN 111595560 A 说 明 书 3/4 页 进行评价,判断其是否满足测量需求;同时,本方法还可以设计一条中垂线,利用中垂线的 平面度作为基准,直观且精准的评估待测激光器的平面度。 附图说明 图1为实施例中线激光器、相机、三条铅垂线与平面I位置关系示意图; 图2为实施例中单幅激光条图像中局部铅垂线、局部激光条的位置关系图; 图3为将各张激光条图像纵向拼接的示意图。











