
技术摘要:
本发明公开了一种用于复合片钻头焊接的辅助压紧装置及方法,其中,一种用于复合片钻头焊接的辅助压紧装置,包括底座,所述底座上设置支撑架,所述支撑架上部设置用于顶紧复合片的上表面的上部压紧机构,所述支撑架上且位于所述上部压紧机构的下方设置用于为复合片和焊 全部
背景技术:
复合片钻头具有耐磨性极好、钻进效率高、寿命长等特点。因此,目前广泛用于煤 田、石油钻探、地质勘探、水利水电、铁路公路、隧道建设等行业。 然而,目前在焊接复合片钻头过程中,通常采用人工手动进行焊接的方式,也就是 利用手工完成复合片钻头体的供料,并手工将焊片和复合片放置在钻头体的刀片槽上,最 后进行焊接,这种生产方式对操作者的技能要求很高,容易受到操作者的人为影响,在焊接 过程中,高温加热后复合片与钻头体之间的焊片和焊溶剂因高温熔化成液体状,液体中的 杂质和气泡无法及时排除,不仅难以保证复合片和焊片始终位于钻头体的刀片槽内,而且 会影响复合片与钻头体之间的连接强度,导致复合片容易脱落,质量稳定性不好。 因此,需要一种用于复合片钻头焊接的辅助压紧装置。
技术实现要素:
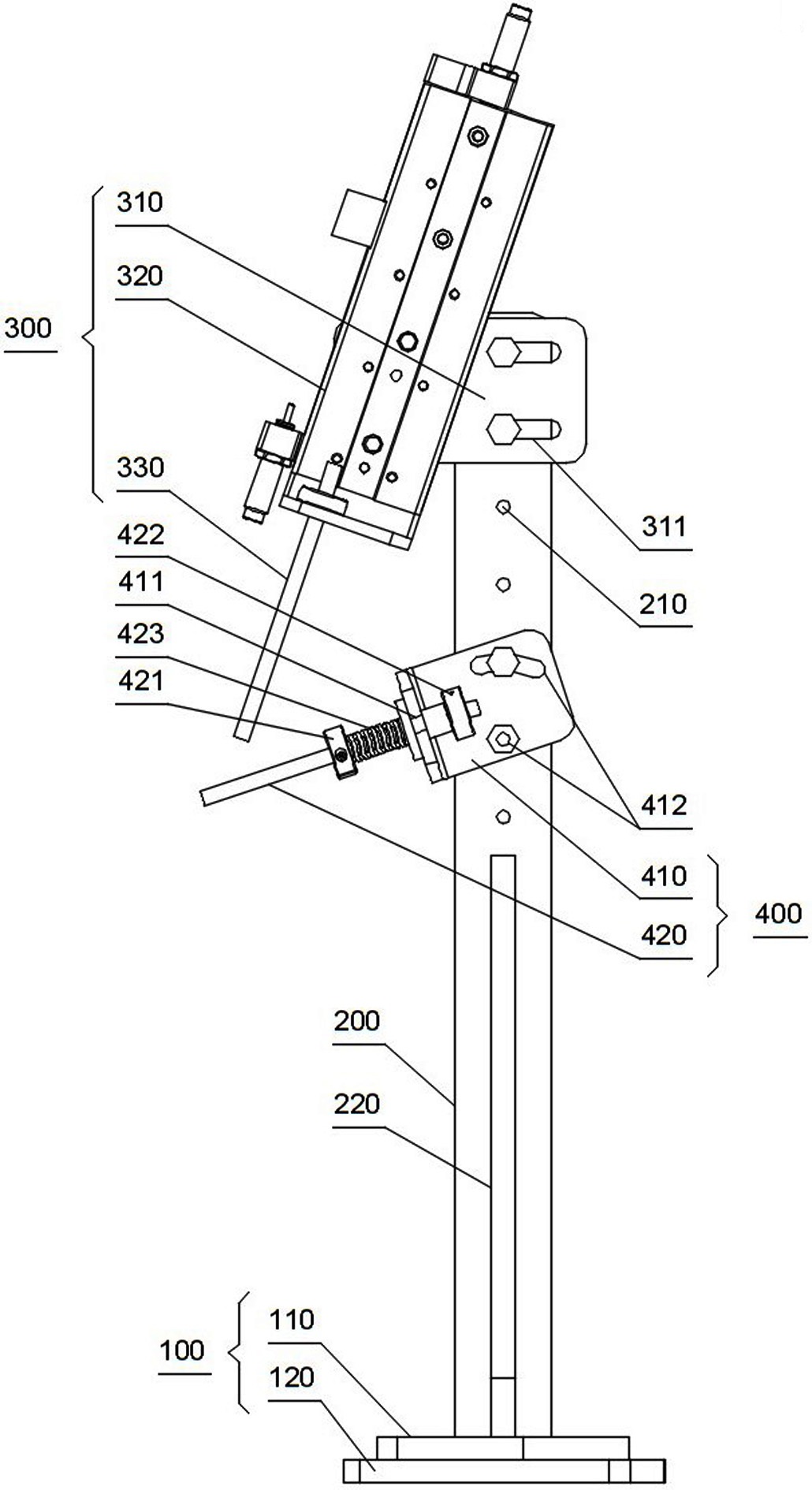
有鉴于此,本发明提供一种用于复合片钻头焊接的辅助压紧装置及方法,能够在 进行复合片钻头焊接时,对复合片进行上表面压紧、以及复合片和焊片的前端部进行压紧 并定位,避免焊接过程中复合片和焊片发生移动错位甚至从钻头体的刀片槽内滑落的现 象,能够极大提高复合片钻头的质量稳定性。 为实现上述目的,本发明提供一种用于复合片钻头焊接的辅助压紧装置,包括底 座,所述底座上设置支撑架,所述支撑架上部设置用于顶紧复合片的上表面的上部压紧机 构,所述支撑架上且位于所述上部压紧机构的下方设置用于为复合片和焊片的前端部提供 顶紧和定位的端部顶紧定位机构。 进一步地,所述上部压紧机构包括通过第一安装板安装在所述支撑架上部的自动 伸缩缸,所述自动伸缩缸的自由端设置用于压紧复合片的上表面的压紧杆。 进一步地,所述自动伸缩缸采用气动伸缩缸,或者电动伸缩缸,或者液压伸缩缸。 进一步地,所述支撑架上开设有用于调整所述上部压紧机构和所述端部顶紧定位 机构的安装高度的高度调节孔。 进一步地,所述高度调节孔为沿竖向开设在所述支撑架上的长槽孔,或者所述高 度调节孔为沿竖向开设在所述支撑架上的一排圆形孔。 进一步地,所述第一安装板上开设第一安装孔,所述第一安装板与所述支撑架之 间通过紧固在所述第一安装孔和所述高度调节孔内的紧固件实现紧固。 进一步地,所述第一安装孔为圆形孔,或者所述第一安装孔为长槽孔。 进一步地,所述自动伸缩缸与所述第一安装板之间通过两个紧固件实现紧固,所 述第一安装板上开设有两个第二安装孔,两个紧固件分别穿设在两个第二安装孔内,其中 4 CN 111604630 A 说 明 书 2/6 页 一个第二安装孔为圆形孔,且另一个第二安装孔为以该圆形孔的中心为圆心的圆弧形长腰 孔。 进一步地,所述端部顶紧定位机构包括通过第二安装板安装在所述支撑架上的顶 紧杆。 进一步地,所述第二安装板上开设有插孔,所述顶紧杆穿过所述插孔,位于所述插 孔的内侧的所述顶紧杆上设置第一限位块,位于所述插孔的外侧的所述顶紧杆上设置第二 限位块,位于所述第一限位块与所述第二安装板之间的所述顶紧杆上套设有弹簧。 进一步地,所述第二安装板与所述支撑架之间通过两个紧固件实现紧固,所述第 二安装板上开设有两个第三安装孔,两个紧固件分别穿设在两个第三安装孔内,其中一个 第三安装孔为圆形孔,且另一个第三安装孔为以该圆形孔的中心为圆心的圆弧形长腰孔。 进一步地,所述底座包括第一底板和第二底板,所述第一底板固定设置在所述支 撑架底部,所述第一底板与所述第二底板之间通过两个紧固件实现紧固,所述第一底板上 开设有两个第四安装孔,两个紧固件分别穿设在两个第四安装孔内,其中一个第四安装孔 为圆形孔,且另一个第四安装孔为以该圆形孔的中心为圆心的圆弧形长腰孔。 进一步地,所述第二底板的四角分别开设有一个长槽孔。 进一步地,所述紧固件采用螺栓螺母组件,或者螺杆螺母组件,或者螺钉螺母组 件。 进一步地,所述支撑架的根部与所述底座之间设置有加强板。 进一步地,本发明还提供一种用于复合片钻头焊接的辅助压紧方法,包括以下步 骤: S1、预调整底座位置:利用第二底板的四角开设的长槽孔调整底座的安装位置,以使得 辅助压紧装置整体位于焊接机的加热线圈旁边,并利用第二底板的四角的长槽孔将底座固 定在焊接平台上; S2、再次调整底座位置:松开位于形状为圆弧形长腰孔的第四安装孔内的紧固件,以形 状为圆形孔的第四安装孔内紧固件为转轴旋转支撑架,进而调整第一底板相对于第二底板 的角度,以使得上部压紧机构和端部顶紧定位机构位于焊接机的加热线圈旁,并拧紧形状 为圆弧形长腰孔的第四安装孔内的紧固件; S3、预调整上部压紧机构和端部顶紧定位机构的位置:利用高度调节孔分别调整上部 压紧机构和端部顶紧定位机构安装在支撑架上的高度,以保证上部压紧机构的压紧杆的下 端部位于复合片的上表面的上方,并保证端部顶紧定位机构的顶紧杆的前端位于复合片和 焊片的前端部旁; S4、再次调整上部压紧机构和端部顶紧定位机构的位置:松开位于形状为圆弧形长腰 孔的第二安装孔内的紧固件,以形状为圆形孔的第二安装孔内的紧固件为转轴旋转自动伸 缩缸,进而调整自动伸缩缸相对于第一安装板的角度,以使得压紧杆在自动伸缩缸的带动 下能够压紧在复合片的上表面,并拧紧形状为圆弧形长腰孔的第二安装孔内的紧固件;松 开位于形状为圆弧形长腰孔的第三安装孔内的紧固件,以形状为圆形孔的第三安装孔内的 紧固件为转轴旋转第二安装板,进而调整第二安装板相对于支撑架的角度,以使得顶紧杆 的前端在弹簧的弹性力作用下顶紧在复合片和焊片的前端部; S5、复合片钻头焊接前的辅助压紧:当复合片钻头水平移动至辅助压紧装置时,首先复 5 CN 111604630 A 说 明 书 3/6 页 合片和焊片的前端部与顶紧杆的前端相接触,并在弹簧的弹性力的作用下将复合片和焊片 的前端部顶紧并定位;之后,自动伸缩缸带动压紧杆向下移动,以使得顶紧杆压紧在复合片 的上表面;完成复合片钻头焊接前的刀片定位、焊接过程中的刀片压紧、焊接后的刀片保 压。 本发明的上述技术方案的有益效果如下:本发明针对现有技术中,在焊接复合片 钻头过程中,通常采用人工手动进行焊接的方式,也就是利用手工完成复合片钻头体的供 料,并手工将焊片和复合片放置在钻头体的刀片槽上,最后进行焊接,这种生产方式对操作 者的技能要求很高,容易受到操作者的人为影响,在焊接过程中,高温加热后复合片与钻头 体之间的银片(即焊片)和焊溶剂因高温熔化成液体状,液体中的杂质和气泡无法及时排 除,不仅难以保证复合片和焊片始终位于钻头体的刀片槽内,而且会影响复合片与钻头体 之间的连接强度,导致复合片容易脱落,质量稳定性不好的问题。提供一种用于复合片钻头 焊接的辅助压紧装置,包括底座,所述底座上设置支撑架,所述支撑架上部设置用于顶紧复 合片的上表面的上部压紧机构,所述支撑架上且位于所述上部压紧机构的下方设置用于为 复合片和焊片的前端部提供顶紧和定位的端部顶紧定位机构。 本发明能够在进行复合片钻头焊接时,对复合片进行上表面、以及复合片和焊片 的前端部进行压紧,避免焊接过程中复合片和焊片发生移动错位甚至从钻头体的刀片槽内 滑落的现象,能够极大提高复合片钻头的质量稳定性。本发明的其他有益效果将在实施例 中具体阐释。 附图说明 图1为本发明一种用于复合片钻头焊接的辅助压紧装置的结构主视示意图; 图2为本发明一种用于复合片钻头焊接的辅助压紧装置的结构后视示意图; 图3为本发明一种用于复合片钻头焊接的辅助压紧装置的结构立体示意图; 附图标记: 底座100;第一底板110;第四安装孔111;第二底板120;支撑架200;高度调节孔210;加 强板220;上部压紧机构300;第一安装板310;第一安装孔311;第二安装孔312;自动伸缩缸 320;压紧杆330;端部顶紧定位机构400;第二安装板410;插孔411;第三安装孔412;顶紧杆 420;第一限位块421;第二限位块422;弹簧423。











