
技术摘要:
本发明公开了一种精密铸造工艺,该工艺包括如下步骤:将蜡制成所要制作的型器样式,后将耐高温细泥浆淋至蜡型表面,并撒细纱在泥浆表层,反复多次,使之形成完整的型壳,干燥后加温使蜡质熔出,形成型腔,用以浇铸铜液,所述将蜡制成所要制作的型器样式步骤在行进状态 全部
背景技术:
精密铸造,指的是获得精准尺寸铸件工艺的总称。相对于传统砂型铸造工艺,精密 铸造获的铸件尺寸更加精准,表面光洁度更好。它包括:熔模铸造、陶瓷型铸造、金属型铸 造、压力铸造、消失模铸造。精密铸造又叫失蜡铸造,它的产品精密、复杂、接近于零件最后 形状,可不加工或很少加工就直接使用,是一种近净成形的先进工艺。 失蜡铸造的工艺过程是:将蜡制成所要制作的型器样式,后将耐高温细泥浆淋至 蜡型表面,并撒细纱在泥浆表层,反复多次,使之形成完整的型壳,干燥后加温使蜡质熔出, 形成型腔,用以浇铸铜液(即:紫铜加铅、锌、锡等金属元素的溶液)。 失蜡法,第一道工序为蜡制成型。此工序采用蜡液浇注入模具内,然后冷却成型, 此过程模具处于静止状态。但是,目前的设备工作效率低,不能满足现在的需求,并且不方 便工作人员操作。
技术实现要素:
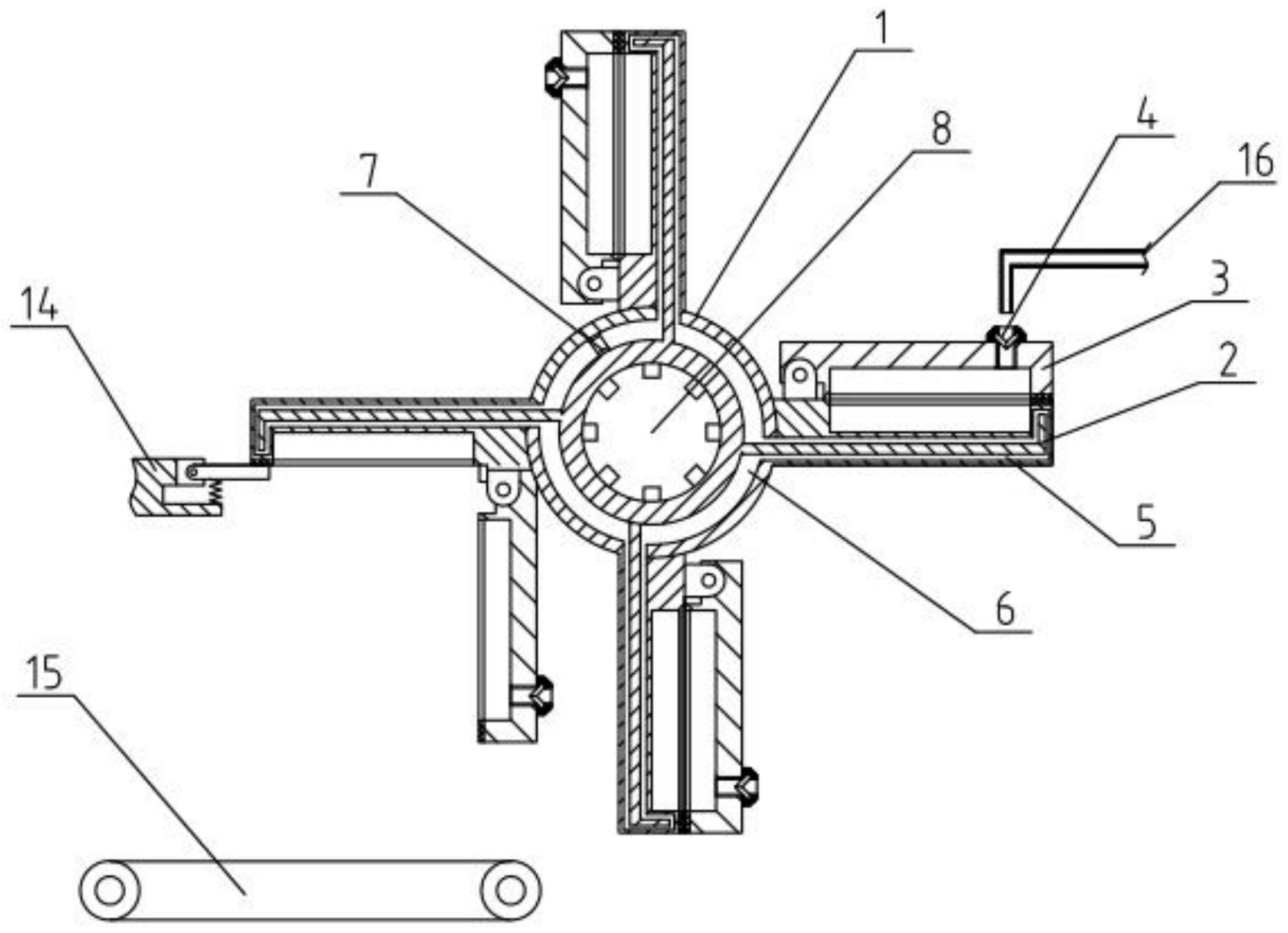
本发明的目的在于提供一种精密铸造工艺及其相关设备,精密铸造工艺缩短了操 作步骤,更加节省时间,效率大幅提高;精密铸造工艺相关设备方便工人操作,使工人的参 与度更低,劳动强度大大减轻,安全性也随之提高。 为实现上述目的,本发明提供如下技术方案:一种精密铸造工艺,该工艺包括如下 步骤: 将蜡制成所要制作的型器样式, 后将耐高温细泥浆淋至蜡型表面,并撒细纱在泥浆表层,反复多次,使之形成完整 的型壳, 干燥后加温使蜡质熔出,形成型腔,用以浇铸铜液, 所述将蜡制成所要制作的型器样式步骤在行进状态下进行。 所述将蜡制成所要制作的型器样式步骤使用的模具至少采用四组,每组模具包括 一定模和一动模,该四组模具同时工作,且工作状态不一。 所述四组模具包括第一模组,第二模组,第三模组和第四模组,其中,第一模组处 于蜡液浇注状态时,第二模组内蜡液处于逐渐成型状态,第三模组内的成型蜡模处于卸料 状态,第四模组处于闭合状态以备再次浇注蜡液。 一种精密铸造工艺相关设备,包括旋转体,设在旋转体周边上定模,及通过转动方 式连接在定模上的动模,所述动模转动连接在所述定模上表面的内侧,动模与定模闭合围 成一个模具的成型腔体;所述动模的上表面设有注浆口,且在注浆口上嵌入防溢组件;所述 定模中部开设有循环通道,该循环通道与开设在旋转体上的环形槽连通,该环形槽上安装 有循环泵;所述旋转体中部开设有拨动槽,在拨动槽内穿设有拨动轴,在拨动轴上套设有轴 3 CN 111545703 A 说 明 书 2/4 页 承,在拨动上套设有第一齿轮,在第一齿轮下部啮合连接有第二齿轮,该第二齿轮一侧部连 接在驱动电机上。 所述定模至少设有四个,且均布设在所述旋转体的周边,每个所述定模上表面内 侧均转动连接有动模,四个定模分别处于不同位置,从而使其各自处于不同的工作状态,有 利于节省时间,进而提高工作效率。 四个所述定模依次设为第一模组,第二模组,第三模组和第四模组,其中,第一模 组上方设有注浆装置,该注浆装置设有L型注浆管,该L型注浆管摆动连接在注浆装置上,当 第一模组旋转至水平位置时,注浆装置带动L型注浆管摆动至注浆口的正上方,然后,将L型 注浆管伸入防溢组件内,进而向定模与动模围成的成型腔体内注入蜡液,L型注浆管的拐角 处设为挠性连接部,从而不至于影响定模和动模的旋转。 所述第一模组相对的一侧为第三模组,第三模组下方设有脱料机构,该脱料机构 包括支撑体,摆动板和复位弹簧,其中,支撑体上端铰接有摆动板,该摆动板下部支撑连接 有复位弹簧,当第三模组旋转至脱料机构上方时,其中的动模相对于定模张开,但成型后的 蜡制模型与定模之间有粘性,不易从而定模内自由掉落,此时,通过脱料机构的设置,当定 模的外端的下侧轻微撞击在摆动板上,由于定模的壳体受到振动,从而使定模内的蜡制模 型自动掉落。 所述防溢组件包括支座,密封板和下压弹件,其中,支座嵌入注浆口内,在支座上 部对应开设有斜槽,在斜槽内滑动设有密封板,在密封板上端设有下压弹件,有效避免了腊 液在旋转过程中发生外溢,使腊液只能单向注入。 所述脱料机构的下方设有输送装置,当脱料机构促使蜡制模型掉落时,正好落入 输送装置上表面,然后,通过输送装置将蜡制模型送至指定位置,效率更高。 与现有技术相比,本发明的有益效果如下: 1、本发明精密铸造工艺的设置,通过将蜡制成所要制作的型器样式步骤在行进状 态下进行,即将第一模组,第二模组,第三模组和第四模组分别处于不同的工作状态,使液 体蜡制成固体模型蜡的过程一直处于动态循环的行进过程,进而,实现了缩短操作步骤,节 省辅助时间,使效率大幅提高的目的。 2、本发明精密铸造工艺相关设备,通过电机间接驱动旋转体做旋转运动,旋转体 带动动模和定模旋转,动模和定模依次设为多组,且分别处于通过的工作状态,即当第一模 组注浆状态时,第二模组内的浆体处于凝固状态,而第三模组内的动模由于重力作用相对 于定模自动张开,且当触碰到脱料机构时自动落入输送装置上,此时,第四模组中的定模和 动模已处于闭合装置,等待再次进行注浆,从注浆到脱料在动态下进行,节省了辅助时间, 而且,在循环通道和环形槽内注入冷却液,并通过循环泵加压促进循环,能够加快液体蜡的 冷却,进一步缩短了生产时间,进而提高了生产效率,方便工人操作,工人参与度降低,使劳 动强度降低的同时,提高了安全性。 附图说明 图1为本发明精密铸造工艺相关设备结构示意图; 图2为本发明图1中第一齿轮和第二齿轮连接示意图; 图3为本发明图1中防溢组件结构示意图; 4 CN 111545703 A 说 明 书 3/4 页 图4为本发明图1中脱料机构结构示意图; 图5为本发明图1中循环通道和环形槽结构示意图; 图中:1-旋转体,2-定模,3-动模,4-防溢组件,41-支座,42-密封板,43-下压弹件, 5-循环通道,6-环形槽,7-循环泵,8-拨动槽,9-拨动轴,10-轴承,11-第一齿轮,12-第二齿 轮,13-驱动电机,14-脱料机构,141-支撑体,142-摆动板,143-复位弹簧,15-输送装置,16- 注浆装置。











