
技术摘要:
本发明公开了一种铁质分选器的安装分选方法,包括组装铁质分选器,先焊接四边形框架,然后焊接U型连接杆,在四边形框架上钻第四螺栓孔,在U型连接杆的下部钻第一螺栓孔,在倒U型耐磨不锈钢板上钻第二螺栓孔,将高磁力磁铁镶嵌在U型连接杆上;镶嵌好后的高磁力磁铁用倒U 全部
背景技术:
在规模化大型铝用预焙阳极的系统生产中,所使用的原料有:石油焦、残极等,及 其不同粒级的颗粒料或细粉料,经过不同的工序加工至符合使用要求的尺寸后,再分别输 送、储槽在相应的料仓中,便于按设定配方混合均匀后用于生产;由于上述各种物料在加 工、输送的生产流程长,过程中的各种铁质物都能混入物料中;同时,在对过程设备设施进 行检修作业时,也不可避免地人为造成各类铁质物混入物料;经过长期的生产实践,混入物 料中的铁质物大到钢板、螺栓、电焊条,小到铁销、铁粉,可以说是尺寸不一、形状各异,甚至 有的物料中存在着包裹性、渗透性铁质物,在规模化连续生产的物料加工、输送量大背景 下,根本无法依靠人工实现科学除铁的需求,而混入的各类铁质物,不仅影响着预焙阳极的 质量指标和下游电解铝及关联铝产品的品质质量,尤其是对生阳极制造工序中的连续混捏 机、连续配料秤等高精密进口设备的安全运行,造成严重的整机设备损坏隐患;目前,同行 业中普遍采取的办法是在胶带输送机上部悬空安装电磁式除铁器,但相对于规模化、多工 序生产系统来说,这种单一除铁方式的局限性,根本无法对全流程的除铁进行全覆盖。
技术实现要素:
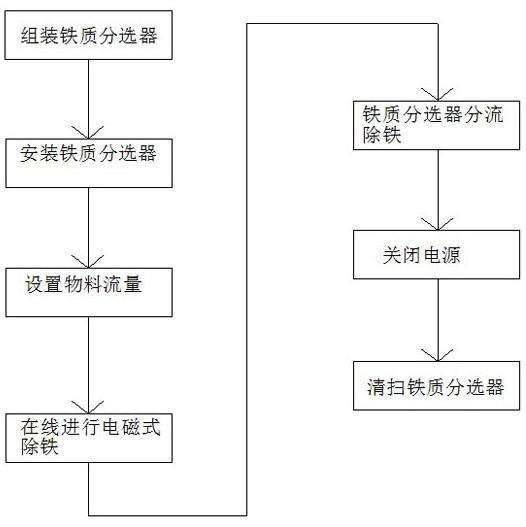
本发明所要解决的技术问题是:克服现有技术的不足,提供一种设计新颖、结构合 理,针对规模化连续生产的预焙阳极物料加工、输送等各工艺环节中,对混入的铁质物实现 在线筛选分离,从而达到提高预焙阳极质量、提高下游电解铝及关联铝产品质量的一种铁 质分选器及其安装分选方法。 本发明为解决技术问题所采取的技术方案是: 一种铁质分选器的安装分选方法,包括以下步骤: S1:组装铁质分选器,先焊接四边形框架,然后焊接U型连接杆,保证U型连接杆的开口 向上,在四边形框架上的第一支杆和第三支杆上钻孔即第四螺栓孔,在U型连接杆的下部钻 第一螺栓孔; S2:在倒U型耐磨不锈钢板上的开口两端对称处钻第二螺栓孔,第二螺栓孔的位置与U 型连接杆上的第一螺栓孔的位置相对应; S3:第二螺栓孔钻好后,将高磁力磁铁镶嵌在U型连接杆上; S4:镶嵌好后的高磁力磁铁用倒U型耐磨不锈钢板包裹住,完全包裹好后,利用倒U型耐 磨不锈钢板上的第二螺栓孔与U型连接杆上的第一螺栓孔通过第一连接螺栓将倒U型耐磨 不锈钢板、高磁力磁铁和U型连接杆三者固定在一起; S5:制作“几”型固定钢板,在固定钢板上钻第三螺栓孔,第三螺栓孔的尺寸与第四螺栓 孔的尺寸相匹配,固定钢板利用第三螺栓孔与框架上的第四螺栓孔通过第二连接螺栓将固 4 CN 111589578 A 说 明 书 2/5 页 定钢板与框架连接固定在一起; S6:组装好的铁质分选器安装在下料管内部的积料隔板之间,每两个铁质分选器之间 的距离为1m,最后一个分选器安装在下料管的出口处; S7:铁质分选器安装好后,设置物料流量,使其流动时的物料厚度低于高磁力磁铁的高 度; S8:打开电源,胶带输送机将物料运输到下料管进口,胶带运输机上方安装有电磁式除 铁器,对物料进行第一次除铁; S9:经电磁式除铁器除过铁的物料在输送机的输送下进入下料管内部,下料管内部的 分选器将物料进行分流的同时进行第二次除铁,分流能使物料包裹在物料内部的铁质分选 出来,下料管内设置有多个铁质分选器,多个铁质分选器进行多次分流,从而对物料进行多 次搅拌,铁质分选更彻底; S10:在下料管内部经过多次分流分选后,下料管的出口处设置的铁质分选器进行最后 一次分流分选,使物料中的铁质彻底的分选出来; S11:分选后的物料进入下一工序; S12:分选完成后,关闭电源,打扫铁质分选器表面,使吸附的铁质得到彻底清扫。 一种铁质分选器,包括框架和高磁力磁铁,所述框架包括第一支杆、第二支杆、第 三支杆和第四支杆,所述第一支杆、第二支杆、第三支杆和第四支杆依次收尾垂直连接,所 述第一支杆与第三支杆平行,所述第二支杆与所述第四支杆平行,所述第二支杆与所述第 四支杆之间设置有连接杆,且连接杆的两端分别与所述第二支杆和所述第四支杆连接,所 述连接杆上设置有U型槽,且U型槽的开口向上,所述连接杆的下部设置有第一螺栓孔,所述 U型槽内镶嵌有所述高磁力磁铁,所述高磁力磁铁的外围设置有倒U型耐磨不锈钢板,所述 倒U型耐磨不锈钢板的开口两端对称设置有第二螺栓孔,所述倒U型耐磨不锈钢板完全包裹 住所述高磁力磁铁后,第一连接螺栓利用第一螺栓孔和第二螺栓孔将所述倒U型耐磨不锈 钢板与所述高磁力磁铁和连接杆固定在一起。 所述第一支杆与所述第三支杆的两端均分别对称设置有“几”型固定钢板,所述固 定钢板的上端面设置有第三螺栓孔,所述第一支杆与所述第三支杆上与所述第三螺栓孔对 应处设置有与其相同规格的第四螺栓孔,所述第三螺栓孔与所述第四螺栓孔利用第二连接 螺栓分别将所述固定钢板与所述第一支杆和所述第三支杆连接起来,所述框架利用所述固 定钢板的两侧翼与输送需要分离铁质的物料的输送体焊接在一起。 所述第一支杆、第二支杆、第三支杆和第四支杆均采用不锈钢方钢,且在同一水平 面上,所述第一支杆、第二支杆、第三支杆和第四支杆的高度均为5cm,所述第一支杆、第二 支杆、第三支杆和第四支杆收尾垂直连接后,围成一个积料格。 所述连接杆至少设置有两个,所述第一螺栓孔贯穿所述连接杆的两端。 本发明的积极有益效果是: 1、本发明中倒U型耐磨不锈钢板完全包裹住高磁力磁铁,在不影响其磁力的前提下,还 能在安装使用过程中,杜绝高磁力磁铁与钢铁的直接接触,科学地避免了磁力的衰减。 2、本发明中连接杆设置有多个,每个连接杆上均设置有包裹有倒U型耐磨不锈钢 板的高磁力磁铁,且高磁力磁铁的圆周均可吸附铁制品,不仅对物料的径流量实现了科学 合理的分流,还增大了物料与铁质分选器的接触面积,实现铁质物的在线分选更充分、更彻 5 CN 111589578 A 说 明 书 3/5 页 底。 3、本发明中倒U型耐磨不锈钢板和“几”型固定钢板采用预成型后利用螺栓安装, 可实现磨损后随机更换,不破坏高磁力永磁磁铁和框架,能够减少高磁力永磁磁铁和框架 的更换频率,提高生产效率,减少生产投入,节约生产时间。 4、本发明中积料格的设置,能够使物料在此形成一个积料缓冲层,避免了流动的 物料摩擦和冲击本装置所在的输送体的底板,实现延长目标体和本装置的使用寿命。 5、本发明设计新颖、结构合理,针对规模化连续生产的预焙阳极物料加工、输送等 各工艺环节中,对混入的铁质物实现在线筛选分离,从而达到提高预焙阳极质量、提高下游 电解铝及关联铝的产品质量,同时,也最大程度规避铁质物对连续混捏机、连续配料秤等高 精密进口设备引发的安全隐患。 6、本发明可以根据使用工况,灵活加工制造和布置,可广泛、科学地适用于任何需 求部位,在同等工况下,可实现物料中混入的各类物理性铁质物的彻底分离,对一个中型预 焙阳极公司而言,每年可通过提高产品质量,增效300万元以上;且本发明由于对物料中混 入的铁质物实现了彻底分离、过滤,为生阳极制造系统中连续混捏机、连续配料秤等高精密 工艺设备的安全运行提供了强力保障,每次可避免480万元以上的事故直接费用,不仅具有 广泛的适用性,且能发挥较好的经济效益。 附图说明 图1是本发明的流程示意图; 图2是本发明中一种新型铁质分选器的结构示意图; 图3是图2中高磁力磁铁、倒U型耐磨不锈钢板和连接板之间的的连接示意图; 图4是连接板的结构示意图; 图5是倒U型耐磨不锈钢板的结构示意图。











