
技术摘要:
本发明公开了一种输送皮带钢扣的自动压制装置,包括:机架,其上设置有用于固定钢扣的钢扣固定架和用于固定皮带的皮带固定架;机头,其设置有沿机架长度方向移动移动组件,包括支撑框,支撑框上设置有上滚轮和下滚轮,上滚轮和下滚轮分别位于钢扣固定架的上下两侧,所 全部
背景技术:
皮带传送是目前物流运输线常见的实现形式,皮带输送线具有结构简单、成本低 廉等优点。皮带在使用过程中,需要使用钢扣将皮带两端联接,使其成为环形结构,以便于 在传动辊上安装。当前,皮带钢扣的压制方法主要为使用简单装置手工压制,产品质量存在 如下问题: 1.压制参数的设定主要依赖于工人经验,没有统一规范; 2.压制操作手工进行,压制质量难以保证,产品一致性较差; 3.皮带、钢扣规格繁杂,难以制定统一的操作规范。 基于以上问题,本发明提出了一种输送皮带钢扣的自动压制方法于装置,用于精 确控制钢扣压制工程中的工艺参数,保证产品质量的稳定一致。
技术实现要素:
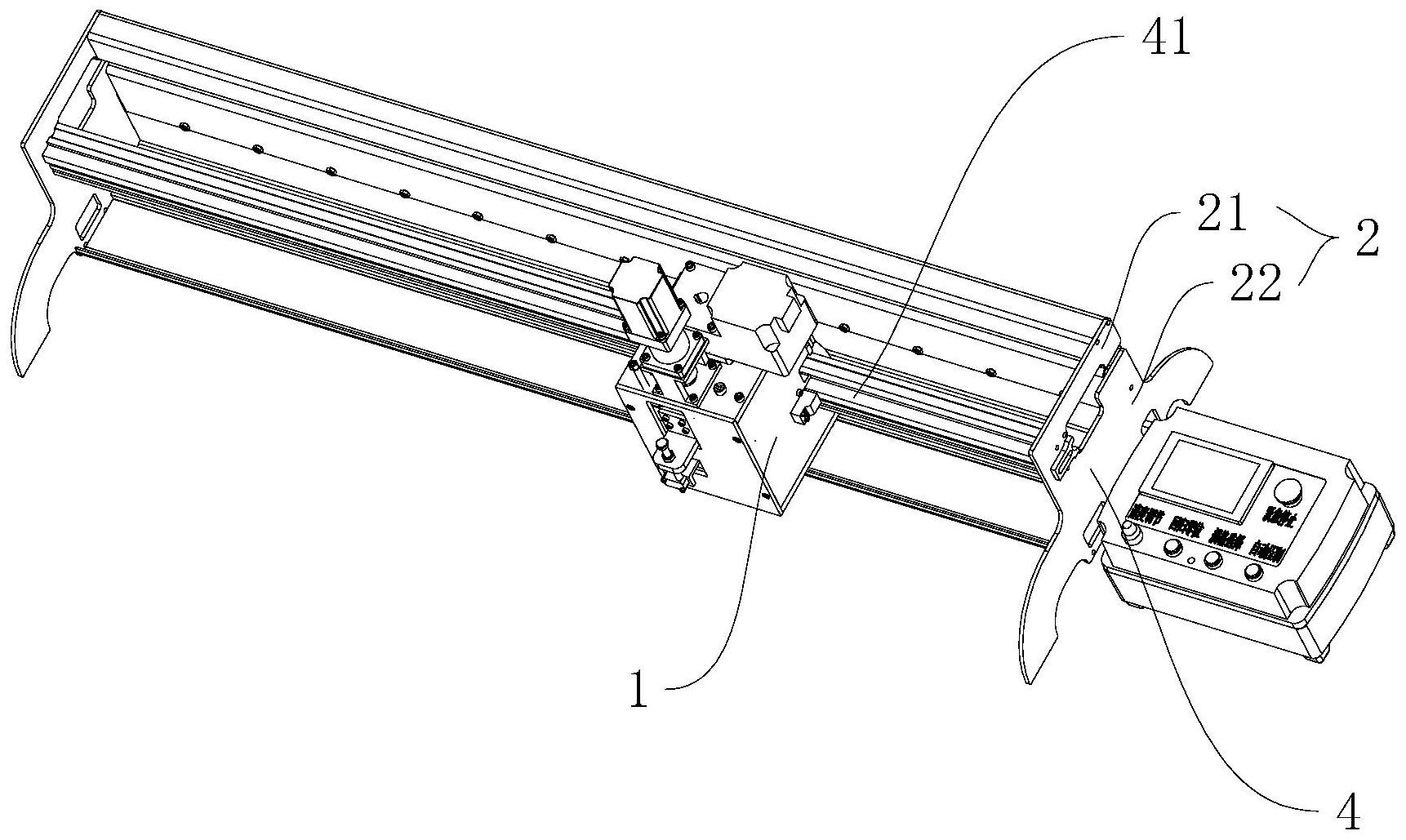
针对现有技术的不足,本发明提供了一种能够精确控制钢扣压制工程中的工艺参 数,保证产品质量的稳定一致。 为实现上述目的,本发明提供了如下技术方案:一种输送皮带钢扣的自动压制装 置,包括: 机架,其上设置有用于固定钢扣的钢扣固定架和用于固定皮带的皮带固定架; 机头,其设置有沿机架长度方向移动移动组件,包括支撑框,支撑框上设置有上滚 轮和下滚轮,上滚轮和下滚轮分别位于钢扣固定架的上下两侧,所述支撑框上还设置有驱 动上滚轮和下滚轮相互靠近或远离的驱动组件。 进一步的所述驱动机组件包括步进电机和丝杠,丝杠与步进电机之间设置有减速 机,所述丝杠竖直布置,上滚轮和下滚轮分别连接有上移动板和下移动板,所述丝杠穿过上 移动板和下移动板,并与上移动板和下移动板螺纹连接,所述丝杠对应上移动板和下移动 板处的螺纹螺旋方向相反。 进一步的所述支撑框包括顶板和底板和导向柱,导向柱位于顶板和底板之间,且 两端分别与顶板和底板固定,所述导向柱穿过上移动板和下移动板,上移动板和下移动板 均与导向柱滑动连接。 进一步的所述移动组件包括设置于支撑框上的链轮和无刷电机,无刷电机与链轮 连接,所述机架上沿长度方向设置有与链轮配合的链齿;所述机架上设置有滑轨,机头上设 置有与滑轨配合的滑块,所述滑块固定在支撑框上。 进一步的所述顶板与上移动板之间设置有上限位开关,上移动板和下移动板之间 设置有下限位开关。 4 CN 111590908 A 说 明 书 2/6 页 进一步的所述支撑框上设置有撞块,所述机架长度方向的两端设置有极限开关, 极限开关串联在步进电机和无刷电机的电路中,撞块撞到极限开关时步进电机和无刷电机 断电。 进一步的所述皮带固定架包括上框和下框,上框和下框之间形成供皮带穿过的开 口,上框和/或下框上设置有压紧件。 进一步的所述钢扣固定架包括具有凹槽的固定板,固定板的前方设置有定位板, 定位板上对应凹槽处设置有若干定位口,定位口供钢扣穿过,所述凹槽内穿设有芯杆。 进一步的所述固定板对应凹槽的底部还设置有容纳钢扣尾部的容纳槽。 一种输送皮带钢扣的自动压制方法,包括如下步骤, 1)钢扣的固定:将钢扣的尾部穿过定位板上的定位口,芯杆穿入凹槽内,将所有的 钢扣尾部串在一起; 2)皮带的固定,将皮带穿过上框和下框的开口处,并使端部到达钢扣的头部位置, 利用压紧件将皮带固定; 3)根据钢扣的规格型号在系统内选定型号,步进电机使上滚轮和下滚轮相互靠近 至极限位置,使下限位开关被触发;当下限位开关被触发后,步进电机反向转动至上滚轮与 下滚轮间距最大,当上滚轮与下滚轮间距最大时,上限位开关被触发;当下限位开关被触发 且步进电机反向转动后,记录下步进电机输入的脉冲个数至上限位开关被触发,通过细分 设置与丝杠螺距使控制系统获得滚轮间距; 4)启动步进电机,使上滚轮和下滚轮的间距调整至与钢扣的头部处高度一致; 5)当上滚轮和下滚轮的间距大于皮带厚度时,启动步进电机使上滚轮和下滚轮分 别向中间移动1-3mm,启动无刷电机,使机头沿着机架的一端移动至另一端,上滚轮和下滚 轮依次压过所有的钢扣,完成一次压制; 6)重复步骤5)至下限位开关被触发,此时上滚轮与下滚轮间距最小,再使机头沿 着机架的一端至另一端来回运动压制至少两个来回; 7)反向启动步进电机,使上滚轮和下滚轮分离,取出压制完成钢扣的皮带。 与现有技术相比,本发明的有益效果是: 1、可精确控制滚轮间距,保证所有钢扣都能压入皮带,有效降低了废品率; 2、使压制工作摆脱了对经验的依赖; 3、提高了钢扣压制质量的稳定性。 附图说明 图1为输送皮带钢扣自动压制装置的立体结构图; 图2为输送皮带钢扣自动压制装置的侧视图; 图3为本发明中机头的立体结构图; 图4为本发明中机头的立体结构图(内部展示); 图5为本发明中机头的侧视图; 图6为本发明中钢扣固定架的立体结构图(含钢扣); 图7为本发明中钢扣固定架的立体结构图(覆盖凹槽处的定位板被去除); 图8为本发明中钢扣固定架的侧视图(含钢扣)。 5 CN 111590908 A 说 明 书 3/6 页 附图标记:1、机头;111、步进电机;114、丝杠;121、无刷电机;122、上移动板;123、 下移动板;124、链轮;125、导向柱;13、下限位开关;131、感应杆;132、微动开关;141、顶板; 142、底板; 15、滑块;161、支撑杆;162、滑条;17、撞块;181、上限位开关; 2、皮带固定架; 21、上框;22、下框;23、开口;31、上滚轮;32、下滚轮;33、滚轮轴;4、机架;41、滑轨;51、固定 板;511、凹槽; 5116、容纳槽;52、定位板;521、定位口;53、芯杆;6、钢扣;61、头部;62、尾部。











