
技术摘要:
本发明提供一种自动化的集体落纱系统,属于落纱技术领域,包括条状的支撑底座,支撑底座的顶部表面边侧还固定安装有电动液压缸,电动液压缸的顶部端头处固定安装有用于对落纱进行接取的收集箱,收集箱的顶部表面边侧开设有出料开槽,出料开槽的表面固定安装有出料电磁 全部
背景技术:
集体落纱装置从细纱机上将全部满管纱自动取下,同时换上空管并生好头的装 置。为全自动落纱。采用电气、机械、气动相结合的方法完成全部落纱动作,包括拔纱、插管、 送管。拔纱、插管主要依靠装在贯穿整机横梁上的握纱杯完成。横梁按需要上下、前后运动; 握纱杯有大小各一只,内层均有橡皮袋,充气膨胀后能握紧纱管和空管。拔管时,大握纱杯 上升对准纱管,然后下降充气握紧之,再上升完成拔纱动作。插管在拔纱后进行,由小握纱 杯以类似运动完成。该装置自动化程度高,占地少,可减轻工人劳动强度,提高劳动生产率, 是实现细络联的必须装置,投资及运转费用较高。 1)现有的落纱加工过程中不便于将该装置进行收集处理,传统的落纱在加工完毕 后不便于将落纱进行集成自动取下输送,无法提高对该落纱的输送收集效率; 2)现有的落纱在加工完成后不便于将落纱进行挤压输送,传统的落纱在日常使用 过程中,不便于将该装置进行操作控制。
技术实现要素:
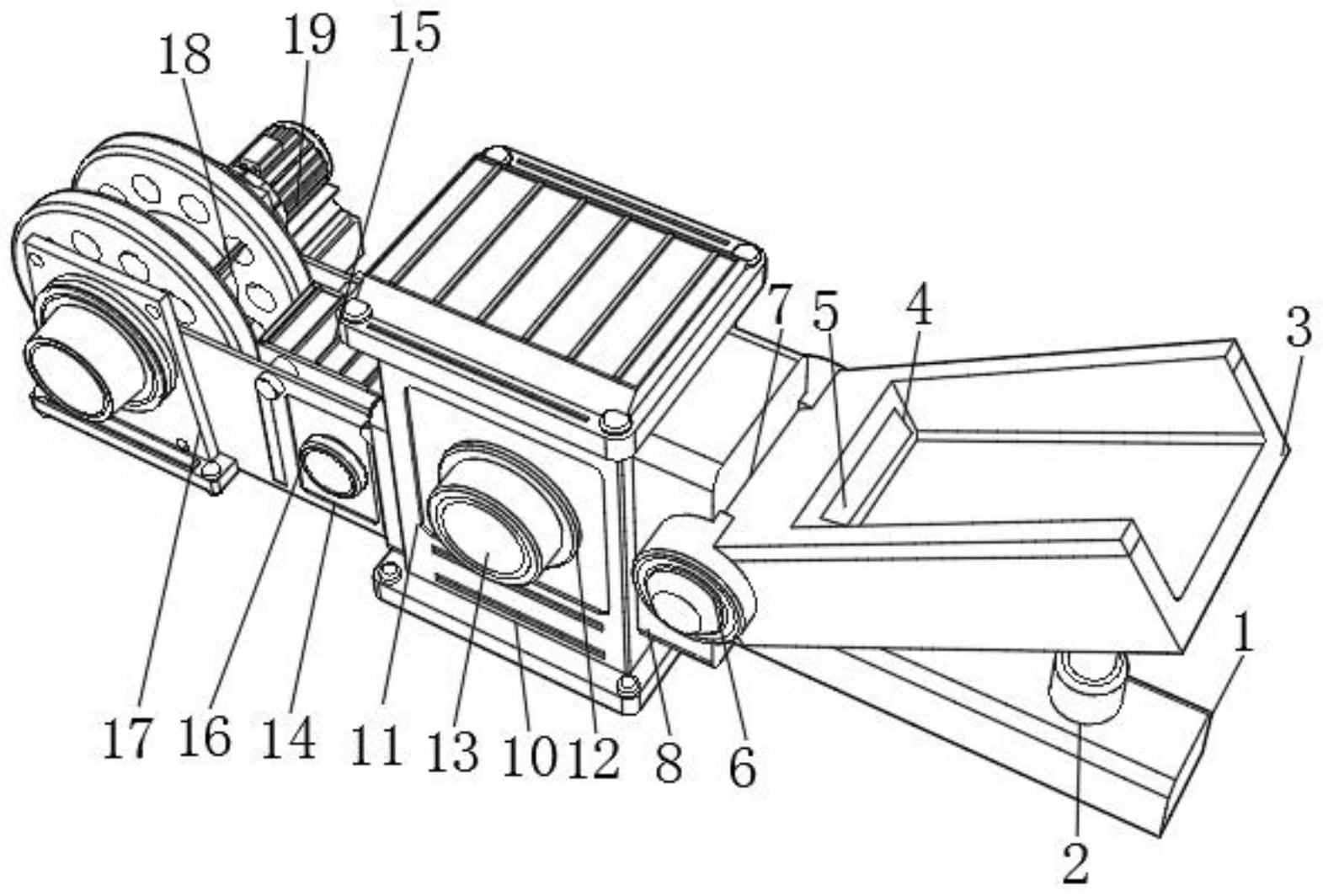
本发明的目的在于提供一种自动化的集体落纱系统,旨在解决现有的落纱加工过 程中不便于将该装置进行收集处理,传统的落纱在加工完毕后不便于将落纱进行集成自动 取下输送,无法提高对该落纱的输送收集效率的问题。 为实现上述目的,本发明提供如下技术方案:包括条状的支撑底座,所述支撑底座 的顶部表面边侧还固定安装有电动液压缸,所述电动液压缸的顶部端头处固定安装有用于 对落纱进行接取的收集箱,所述收集箱的顶部表面边侧开设有出料开槽,所述出料开槽的 表面固定安装有出料电磁阀,所述收集箱的底板边侧固定安装有转动电机,所述转动电机 的一端固定铰接有转动销轴,所述转动销轴的一端固定安装有销轴安装座,两个所述销轴 安装座的侧壁表面固定安装有输送料箱,所述输送料箱的外形呈方形,且输送料箱的内部 固定安装有传输履带,所述传输履带由两根传输履带辊和履带构成,两根所述传输履带辊 分别固定安装设置在输送料箱的边侧且之间套接有履带,其中一根所述传输履带辊传动连 接有履带输送电机,所述履带输送电机的外部机壳表面均与输送料箱的背面固定连接。 为了使得利用支撑基座为落纱传输箱体进行稳固支撑固定,作为本发明一种优选 的:所述输送料箱的背面固定安装有支撑基座,所述支撑基座的顶部表面固定安装有落纱 传输箱体,所述落纱传输箱的中部开设有圆形的开槽,所述圆形开槽的内部固定嵌接设有 转动轴承,两个所述转动轴承之间转动连接有挑选辊,所述挑选辊的表面设置有若干个挡 板。 为了使得通过设有落纱传输箱可对该输送的物料进行传输导出,作为本发明一种 优选的:所述落纱传输箱的背面中部开设有出料口,所述出料口的表面横向固定安装有输 4 CN 111593446 A 说 明 书 2/5 页 送箱,所述输送箱的中部开设有滑槽,所述滑槽的表面固定安装有滑块,所述滑块的顶部表 面固定安装有支撑托架,所述支撑托架的底板表面固定安装有若干个压辊。 为了使得物料进行输送,作为本发明一种优选的:所述支撑托架的一端固定安装 有转动支架,所述转动支架之间转动连接设有转动输送轮,所述输送轮的背面固定安装有 驱动电机,所述驱动电机的机壳部与转动支架的背面支撑固定。 为了使得对该装置进行操作控制,作为本发明一种优选的:所述落纱传输箱的侧 壁表面固定安装有PLC控制器,所述电动液压缸、出料电磁阀、转动电机履带输送电机和驱 动电机均与PLC控制器电性连接,所述PLC控制器与外接电源电性连接。 作为本发明一种优选的,还包括:非能动机构; 所述非能动机构设置在所述落纱传输箱体(11)的前端,且所述非能动机构上设置 有重力传感器、三点式压力传感器、高清摄像头和截断控制器; 所述截断控制器与所述重力传感器、三点式压力传感器、高清摄像头连接; 所述重力传感器,用于对所述落纱传输箱体中放置的纱管进行重量检测; 所述三点式压力传感器,用于对所述落纱传输箱体中放置的纱管进行前端、中端、 后端压力检测; 所述高清摄像头,用于对所述落纱传输箱体中放置的纱管进行图像检测; 所述截断控制器,用于根据所述重力传感器的检测结果、三点式压力传感器的压 力检测结果以及高清摄像头的图像检测结果验证所述待检测满管纱是否合格,其包括: 所述截断控制器,用于根据所述重力传感器的检测结果,计算所述全部待检测满 管纱的重量合格值G; 其中,N表示所述落纱传输箱体中每批次满管纱的总个数;l为所述落纱传输箱体 的箱体内部空间长度,w为所述落纱传输箱体的箱体内部空间宽度,r为所述标准满管纱的 纱筒内径长度,d为所述标准满管纱的落纱厚度,G0为所述标准满管纱的预设标准重量值,Gn 为所述经重力传感器检测各满管纱的实际重量,G计算所述全部待检测满管纱的重量合格 值; 所述截断控制器,用于根据所述三点式压力传感器压力检测结果以及高清摄像头 的图像检测结果,计算所述待检测满纱管的外观合格值Q; 其中,P0为所述三点式压力传感器探头触碰满管纱时所受到的预设标准压力值,P1 为所述三点式压力传感器探头触碰满管纱前端时所受到的压力值,P2为所述三点式压力传 感器探头触碰满管纱中端时所受到的压力值,P1为所述三点式压力传感器探头触碰满管纱 后端时所受到的压力值,y为所述高清摄像头采集各满管纱的图像后所检测到的缺陷数量, 其缺陷数量小于2为合格,Q为计算所述待检测满纱管的外观合格值; 5 CN 111593446 A 说 明 书 3/5 页 所述截断控制器,用于根据所述重力传感器的重力检测结果,计算得到所述待检 测满纱管的重量合格值G; 所述截断控制器,用于根据所述重量合格值G、外观合格值Q,获得所述待检测满纱 管的综合值; 当所述综合值等于预设值时,基于设置在所述非能动机构的截断装置,在所述落 纱传输箱体中将合格的满贯纱阶段,以执行从细纱机上将合格满管纱自动取下,同时换上 空管并生好头的操作。 与现有技术相比,本发明的有益效果是: 1)利用支撑基座为落纱传输箱体进行稳固支撑固定,通过设有的转动轴承以便将 挑选辊进行转动安装固定,并借助挡板方便将该装置上所设置的若干个挡板以便在使用 时,将落下的物件进行接取,通过所设置的挡板即可对接取后的物件进行分割输送,提高对 该装置的输送效率; 2)通过设有落纱传输箱可对该输送的物料进行传输导出,通过采用滑槽和滑块以 便将滑块表面固定连接设置的侧面连接设有的支撑托架的位置进行调整,通过利用若干个 压辊即可将从出料口处导出的落纱物料进行挤压输送,避免人工手动进行搬运。 附图说明 附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实 施例一起用于解释本发明,并不构成对本发明的限制。 在附图中: 图1为本发明的结构示意图; 图2为本发明顶部结构示意图; 图3为本发明挑选辊结构示意图; 图4为本发明支撑托架结构示意图; 图5为本发明电路结构示意图。 图中:1、支撑底座;2、电动液压缸;3、收集箱;4、出料开槽;5、出料电磁阀;6、转动 电机;7、转动销轴;8、输送料箱;10、支撑基座;11、落纱传输箱;12、转动轴承;13、挑选辊; 14、滑槽;15、支撑托架;16、压辊;17、转动支架;18、输送轮;19、驱动电机。











