
技术摘要:
本发明提供一种超音速喷涂气密封碳化钨合金方法,该超音速喷涂气密封碳化钨合金方法包括粗磨、探伤、喷砂、清洗干燥、喷涂、半精磨、喷涂、半精磨、精磨、抛光,将阀板阀座的密封面进行粗磨,粗磨后对阀板阀座进行探伤,将粗磨中受损的阀板和阀座挑出,涉及密封领域。 全部
背景技术:
在海洋阀门的使用中,为提高阀门产品的使用寿命和延长维修周期,特别是阀板 阀座气密封工作密封时,密封面的硬度、耐磨、耐冲蚀性能要求极高,原来一般都在阀板阀 座本体密封面上喷焊镍基合金或碳化钨合金或堆焊钴基合金,但由于堆焊或喷焊的温度, 合金焊层温度过高,焊层硬度极高极低且不均匀,耐磨但极易划伤,达不到气密封效果,降 低其维护周期;并且由于堆喷焊温度还降低了基体的硬度,破坏了基体组织,并且一般焊前 需预热,焊后需作相应的退火处理,生产效率低,而且在生产过程中清洗检损的过程,清洗 大量的工件容易造成工件相互碰撞破损,致使损坏率较高,一般的海洋阀门在需要批量生 产过程中,受到现有的加工工艺的影响,工件受损率较高,且工件加工效率低下,基体整体 的硬度也受到极大的影响,所以需要一种超音速喷涂气密封碳化钨合金方法。
技术实现要素:
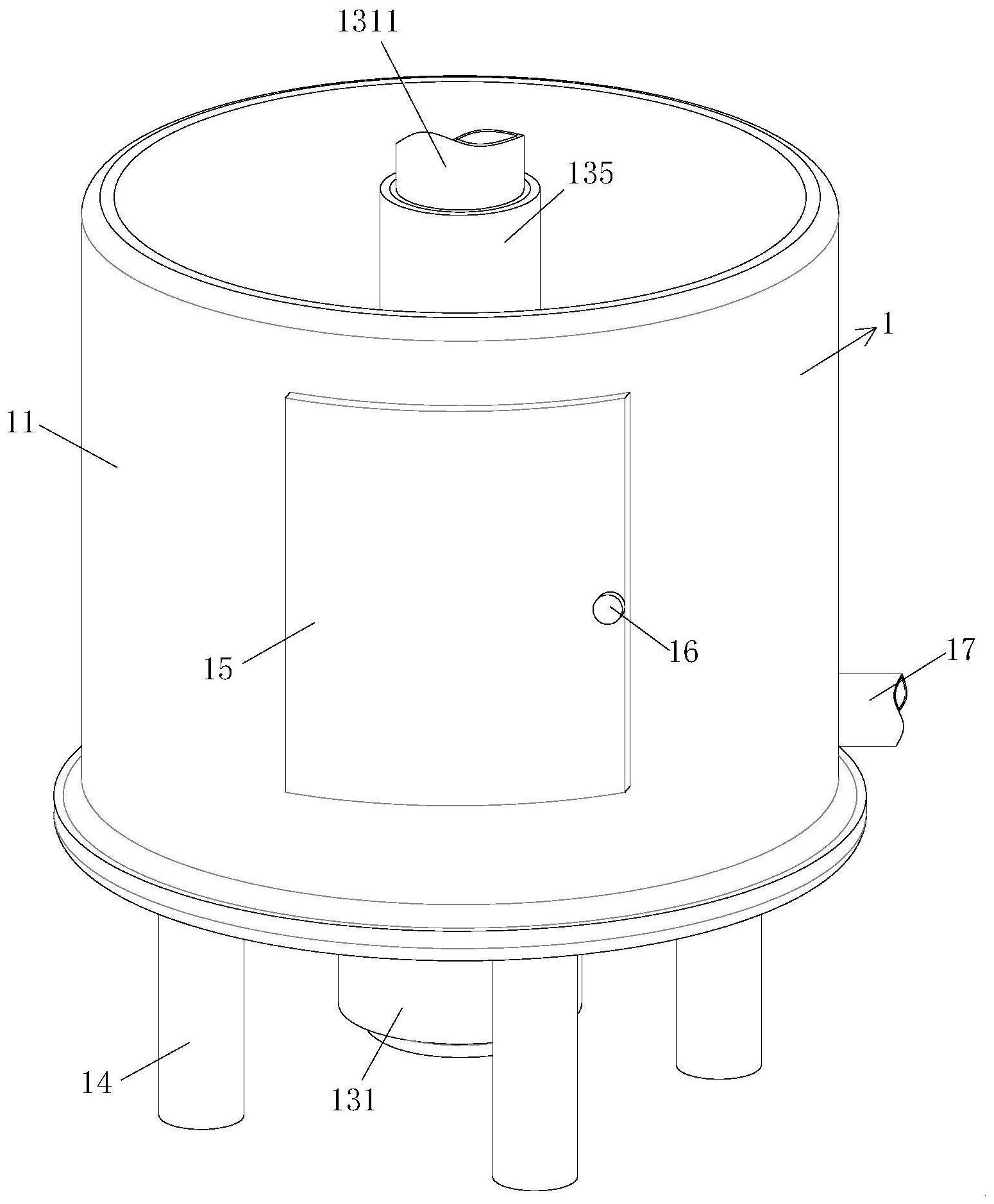
(一)解决的技术问题 针对现有技术的不足,本发明提供了一种超音速喷涂气密封碳化钨合金方法,解 决了一般的海洋阀门在需要批量生产过程中,受到现有的加工工艺的影响,工件受损率较 高,且工件加工效率低下,基体整体的硬度也受到极大的影响的问题。 (二)技术方案 为实现以上目的,本发明通过以下技术方案予以实现:一种超音速喷涂气密封碳 化钨合金方法,该超音速喷涂气密封碳化钨合金方法包括粗磨、探伤、喷砂、清洗干燥、喷 涂、半精磨、喷涂、半精磨、精磨、抛光。 优选的,将阀板阀座的密封面进行粗磨,粗磨后对阀板阀座进行探伤,将粗磨中受 损的阀板和阀座挑出,然后对探伤合格的阀板阀座使用WA46白刚玉进行表面喷砂,然后将 阀板阀座放在清洗装置中机体清洗,清洗完成后干燥处理,粗磨、探伤和喷砂是为了保持阀 板阀座的平行度以及表面的粗糙度。 优选的,将清洗干燥后的阀板阀座平放在喷涂平台上,使用JP8100超音速喷涂设 备配合DX-200机械手喷涂设备在阀板阀座的密封面上喷涂碳化钨合金,在喷涂过程中保持 喷枪方向与阀板阀座之间成直角,喷枪距离为350~380mm,喷涂时,喷枪移动速度为400mm/ s,氧气(工业纯氧)流量控制为2000~2200SCFH,航空煤油流量为6.4~6.9GPH,氮气流量为 23~25SCFH。 优选的,喷涂过程中喷涂房必须打开冷却排放系统,红外监控系统监控阀板阀座 喷涂面温度不得高于176℃,一般温度接近170℃左右时,需要待本次完整喷涂后暂停并打 开喷涂房大门进行冷却5min。 优选的,经过上述喷涂后,在将喷涂后的阀板阀座在常温下冷却,冷却后在对阀板 4 CN 111719106 A 说 明 书 2/4 页 阀座进行半精磨,半精磨后再次将阀板阀座平放在喷涂平台上重复上述的喷涂工作,半精 磨是为了防止阀板阀座在喷涂过程中出现变形,对其进行加工修复,避免持续喷涂造成阀 板阀座出现较大的变形,影响到阀板阀座的成品品质。 优选的,经过上述的再次喷涂并且冷却后将阀板阀座再次半精磨,然后精磨,精磨 完成后进行抛光处理,然后获得成品阀板阀座。 优选的,所述清洗装置的结构包括清洗桶、油污挡板和用于将阀板阀座进行清洗 的清洗机构,所述清洗桶的底部固定连接有支撑腿,所述清洗桶的内壁固定连接有油污挡 板,所述油污挡板的表面呈环形状,所述清洗机构设置有清洗桶上,所述清洗桶的表面和油 污挡板的表面均铰接有密封门,所述密封门的表面固定安装有扣锁,所述密封门的表面通 过扣锁与清洗桶的表面和油污挡板的表面固定连接,所述清洗箱的表面套接有排水管。 优选的,所述清洗机构包括电机、若干个倾斜圆板、若干个弹性滤网和拉扯板,所 述电机固定安装在清洗箱的底部,所述电机的输出轴通过联轴器固定连接有转轴,所述转 轴的一端贯穿并延伸至清洗箱的内部,所述转轴的表面设置有若干个轴承,轴承的外圈固 定连接有倾斜圆板,所述倾斜圆板的外侧面与清洗箱的内壁固定连接,所述倾斜圆板的剖 视图呈倾斜状,所述倾斜圆板贯穿油污挡板,所述倾斜圆板的表面与油污挡板之间设置有 排油口,所述转轴的表面固定连接有拉扯板,所述拉扯板的表面固定连接有支撑杆,所述转 轴的表面固定连接有弹性滤网,所述支撑杆的表面与弹性滤网的表面固定连接,所述倾斜 圆板的上表面固定连接有刷毛,所述转轴的内部设置有输水槽,所述输水槽的内壁开设有 倾斜的喷射口,所述输水槽的顶部设置有密封轴承,密封轴承的内圈固定连接有压力输水 管。 (三)有益效果 (1)本发明通过上述加工方法生产出的阀板阀座气密封密封面高硬度、耐磨耐腐 蚀性能极强,能够满足海洋平台气密封环境的需求,并且喷涂时工件温度控制在176℃一 下,不影响基体组织,不改变基体硬度。 (2)本发明喷涂后可直接进行精磨、抛光,无需机加工,提高了效率,喷涂阀板阀座 平行度好,使得阀门扭力矩小。 (3)本发明通过设置清洗装置可以针对这种高效率的加工方法对批量的阀板阀座 进行工业油污的清理和固体杂质的统一集中清理,避免阀板阀座在清洗过程中损伤,从而 有效的解决了一般的海洋阀门在需要批量生产过程中,受到现有的加工工艺的影响,工件 受损率较高,且工件加工效率低下,基体整体的硬度也受到极大的影响的问题。 附图说明 图1为本发明清洗装置示意图; 图2为本发明清洗装置结构剖视图。 其中,1清洗装置、11清洗桶、12油污挡板、13清洗机构、131电机、132倾斜圆板、133 弹性滤网、134拉扯板、135转轴、136排油口、137支撑杆、138刷毛、139输水槽、1310喷射口、 1311压力输水管、14支撑腿、15密封门、16扣锁、17排水管。 5 CN 111719106 A 说 明 书 3/4 页











