
技术摘要:
本发明涉及一种中高强聚乙烯纤维专用料及熔融纺丝纤维制备方法,纤维专用料包括以下组分及重量份含量:超高分子量聚乙烯50‑90份、高密度聚乙烯10‑45份、润滑剂1‑5份及加工助剂0.05‑0.5份;润滑剂为超支化聚合物,加工助剂为含氟聚合物。熔融纺丝纤维制备方法为将专 全部
背景技术:
超高分子量聚乙烯纤维强度一般在25cN/dtex以上,广泛应用于国防军事、航天航 空、劳动防护、海洋缆绳等关键领域,是重要的战略物资和高技术材料。我国每年用于劳防 手套的超高分子量聚乙烯纤维超过3000吨。目前,国际上生产超高分子量聚乙烯纤维的方 法主要为冻胶纺丝,其生产流程长,工艺复杂,能耗高,对环境有一定程度的污染。 高密度聚乙烯纤维主要应用于湖海养殖网箱等领域,我国每年渔用单丝材料应用 量超过40万吨,其中80%为高密度聚乙烯材料。目前,高密度聚乙烯纤维制备技术主要为熔 融纺丝、热牵伸工艺,纤维强度一般为4-7cN/dtex,强度方面不能完全满足高端需求。 中国发明专利CN102002769B公开了制备超高分子量聚乙烯熔融纺丝的方法,第一 步制备聚乙烯改性母粒,第二步选用超高分子量聚乙烯树脂,加已复配的聚乙烯改性母粒 均匀混合,然后将混合料输送入螺杆挤压熔融纺丝,再经水浴冷却后进行超倍拉伸。该方法 用两步法制备熔融纺丝料,流程冗长且增加能耗。 中国发明专利CN101935894A公开了超高分子量聚乙烯改性料经挤出机挤出后在 10~35℃冷却甬道中经过冷却、预拉伸,然后多级拉伸制备超高分子量聚乙烯纤维,该方法 对挤出的熔体丝条直接骤冷固化,难以实现高倍预牵伸,初生丝条取向度不高,影响最终纤 维的断裂强度。
技术实现要素:
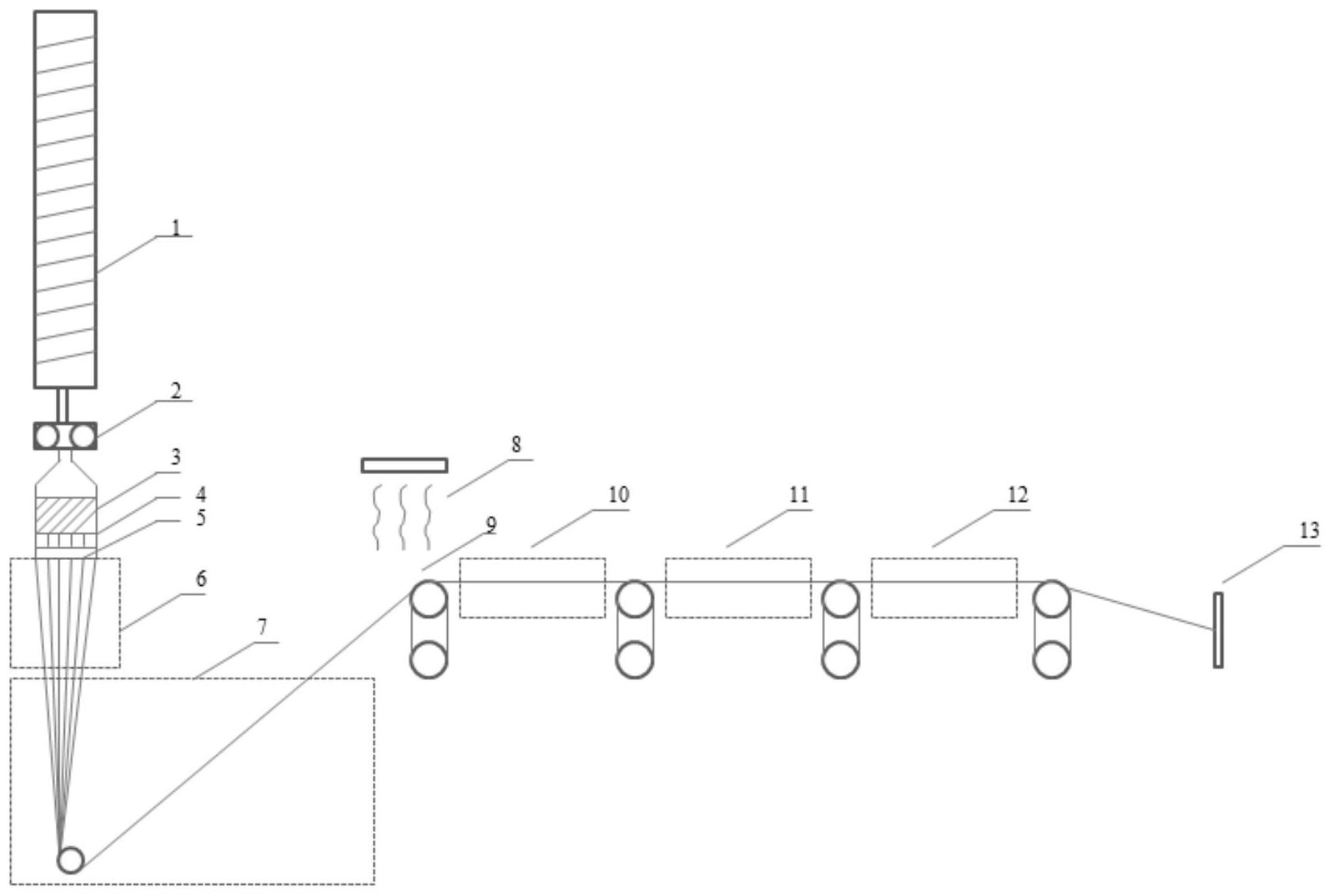
本发明的目的就是为了提供一种中高强聚乙烯纤维专用料及熔融纺丝纤维制备 方法,能够通过简单的流程、节能环保、低生产成本地制备中高强度聚乙烯纤维,制备的纤 维强度为10-25cN/dtex,断裂伸长率为5%-30%,可满足劳防手套等织物编织及养殖网箱 编织需求。 本发明的目的可以通过以下技术方案来实现: 一种中高强聚乙烯纤维专用料,该纤维专用料包括以下组分及重量份含量:超高 分子量聚乙烯50-90份、高密度聚乙烯10-45份、润滑剂1-5份及加工助剂0.05-0.5份;所述 的润滑剂为超支化聚合物,所述的加工助剂为含氟聚合物。 超支化聚合物为由枝化基元组成的高度枝化但结构不规整的聚合物,分子量大而 粘度小,可以扩散到聚乙烯大分子链之间起到润滑作用,增加熔体流动性;专用料塑化挤出 过程中含氟聚合物均匀地涂覆在螺杆挤出机腔体内壁及组件内壁上,使内壁光滑,熔体挤 出压力减小,并大大改善挤出熔体破裂现象。 优选地,所述的超高分子量聚乙烯的粘均分子量为80万-600万,所述的高密度聚 乙烯的熔融指数为1-10g/10min(熔体温度为190℃、砝码重量为2.16kg),密度为0.94g/ 3 CN 111592709 A 说 明 书 2/6 页 cm3-0.96g/cm3,所述的润滑剂包括超支化聚酰胺、超支化聚酯、超支化聚醚或超支化聚苯中 的一种或更多种,所述的加工助剂包括聚四氟乙烯、聚偏氟乙烯、聚三氟乙烯、聚六氟丙烯 或四氟乙烯-六氟丙烯共聚物中的一种或更多种。 进一步地,该纤维专用料在210℃下的零切黏度小于105Pa·s。 一种所述的中高强聚乙烯纤维专用料的制备方法,该方法为:将各组分在高速混 合机中混合均匀,即制得所述的中高强聚乙烯纤维专用料。 优选地,所述的中高强聚乙烯纤维专用料中的各组分均为粉料。 一种中高强聚乙烯熔融纺丝纤维制备方法,该方法包括以下步骤: 1)将所述的中高强聚乙烯纤维专用料用螺杆挤出机熔融塑化,经计量泵后由纺丝 组件挤出; 2)挤出的熔体经过环吹风区后进入水浴槽中,得到初生丝; 3)初生丝依次经侧吹风、预牵伸、一级热牵伸、二级热牵伸、热定型后收卷,得到中 高强聚乙烯纤维。 进一步地,步骤1)中,所述的螺杆挤出机内的温度为80-300℃。 进一步地,步骤2)中,所述的环吹风区中,吹风介质包括氮气、氦气或二氧化碳中 的一种或更多种,环吹风温度为100-200℃,环吹风区的长度为5-50cm;所述的水浴槽内的 水浴温度为30-80℃,水浴长度为1-2m。 进一步地,步骤3)中,所述的预牵伸的牵伸倍数为8-100倍;所述的一级热牵伸的 牵伸倍数为4-6倍,热牵伸温度为70-80℃;所述的二级热牵伸的牵伸倍数1.5-3倍,热牵伸 温度为80-95℃;所述的热定型的牵伸倍数为1-1.2倍,热定型温度为80-95℃。 环吹风的设置一方面是为了避免室温波动给生产带来影响,另一方面是使挤出丝 条环冷,有助于更好地在空气段形变拉伸;环吹风介质为氮气、氦气、二氧化碳等是为了防 止丝条氧化。水浴温度设置30-80℃,是为了避免水温过低,丝条骤冷造成结晶不完善。侧吹 风是为了将从水浴中出来的丝条吹干。 一种基于所述方法的中高强聚乙烯熔融纺丝纤维制备装置,该装置包括依次设置 的螺杆挤出机、纺丝组件、环吹风区、水浴槽、侧吹风区、预牵伸辊、一级牵伸热箱、二级牵伸 热箱、热定型箱及收卷机。 进一步地,所述的螺杆挤出机为卧式螺杆挤出机或立式螺杆挤出机,螺杆型式采 用单螺杆、同向双螺杆、异向双螺杆、锥形双螺杆或多螺杆,螺杆长径比为20-64; 所述的螺杆挤出机与纺丝组件之间设有计量泵; 所述的纺丝组件包括依次设置的过滤件、分配板及喷丝板,所述的喷丝板的孔径 为0.5-2mm,长径比为8-15,孔数为1-100。 与现有技术相比,本发明制备的中高强聚乙烯纤维的断裂强度10-25cN/dtex,断 裂伸长率5-30%,且本发明工艺简单、节能环保、制造成本低,制备出的中高强聚乙烯纤维 产品可广泛应用于各类绳索编织、渔网编织、产业用布、劳防手套等领域。 附图说明 图1为本发明中高强聚乙烯熔融纺丝纤维制备装置的结构示意图; 图中标记说明: 4 CN 111592709 A 说 明 书 3/6 页 1—螺杆挤出机、2—计量泵、3—过滤件、4—分配板、5—喷丝板、6—环吹风区、7— 水浴槽、8—侧吹风区、9—预牵伸辊、10—一级牵伸热箱、11—二级牵伸热箱、12—热定型 箱、13—收卷机。











