
技术摘要:
本发明提供长条体的加工装置以及长条体的制造方法。长条体的加工装置具有:成型模具,内部配置有未交联的橡胶材料;至少1个加热单元,对成型模具进行加热;以及加压装置,使用由加热单元加热了的成型模具对橡胶材料进行加压,从而一边进行橡胶材料的交联,一边促进基于 全部
背景技术:
以橡胶为材料制造长条体的技术通过下述内容来执行,即:在成型模具的内部的 空腔配置未交联的橡胶材料,并经由成型模具将压力与热施加于橡胶材料,由此使橡胶材 料进行交联。 存在将由橡胶形成的长条体的端部接合的技术。例如,可以通过将多个长条体接 合来制造更长的长条体、或是环状体即环(ring)。或者,可以通过将1个长条体的两个端部 接合来制造环状体。在专利文献1中公开了通过进行橡胶的交联而将长条体的端部接合的 技术。 现有技术文献 专利文献 专利文献1:日本特开2013-220581号公报
技术实现要素:
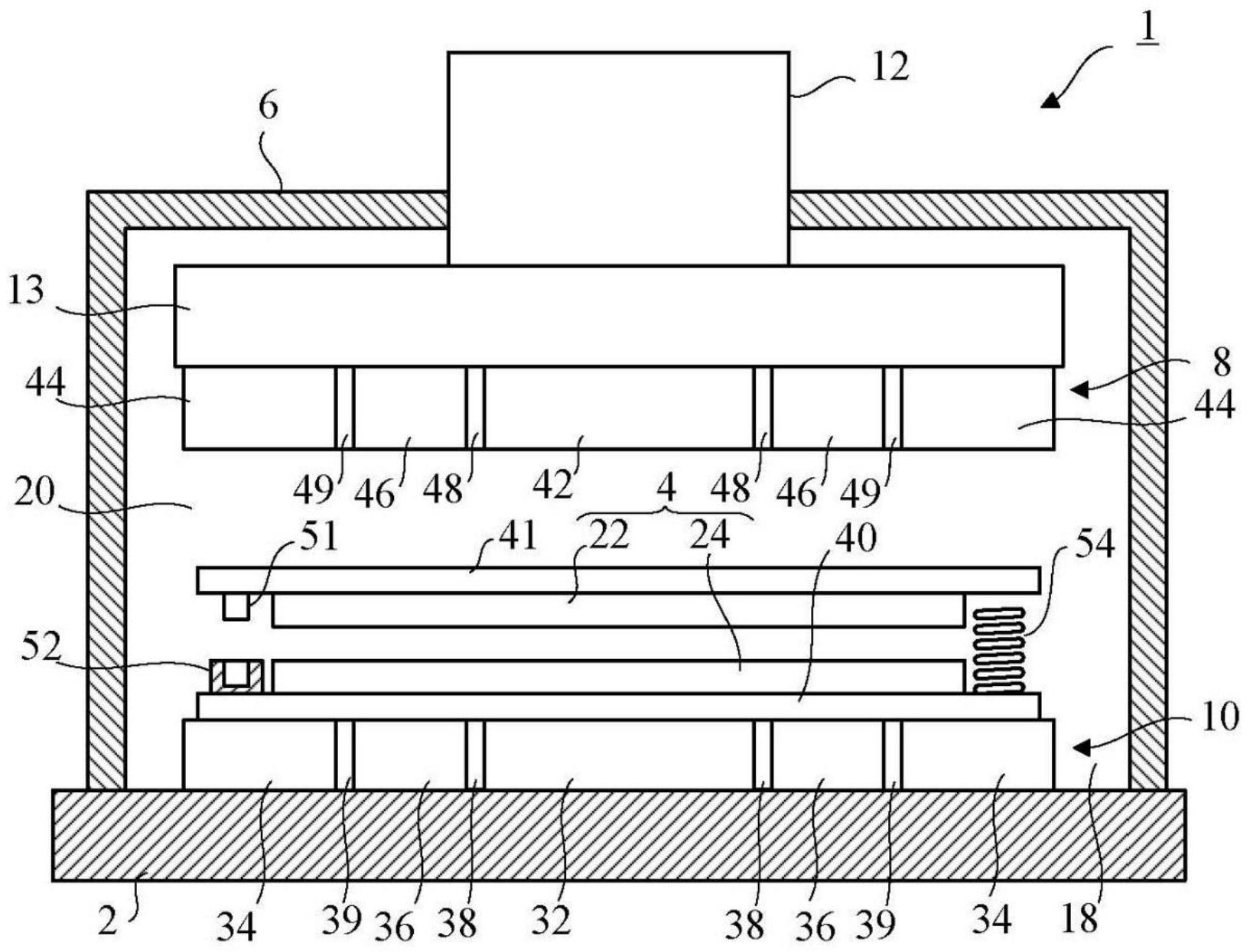
发明所要解决的技术问题 在制造橡胶制的长条体的工序中,优选对长条体的中央部进行加热,而对端部进 行冷却以抑制将要连接的端部的交联。然而,在中央部与端部的温度差大的情况下,有可能 在长条体中产生变形和/或发粘、发泡等异常。 因此,本发明提供一种能够使将被制造的长条体的温度分布合适的、以橡胶为材 料的长条体的加工装置。 用于解决技术问题的手段 本发明的一实施方式的长条体的加工装置具有:成型模具,内部配置有未交联的 橡胶材料,至少1个加热单元,对所述成型模具进行加热,以及加压装置,使用由所述加热单 元加热了的所述成型模具对所述橡胶材料进行加压,一边进行所述橡胶材料的交联,一边 促进基于所述成型模具进行的所述橡胶材料的成型。所述加热单元具有:对所述成型模具 的长度方向中央部进行加热的中央加热装置、对所述成型模具的2个长度方向端部进行冷 却的多个冷却装置、对所述成型模具的所述长度方向中央部与所述长度方向端部之间的2 个中间部进行加热的多个中间加热装置、配置在所述中央加热装置与所述中间加热装置之 间的遮热板、以及配置在所述冷却装置与所述中间加热装置之间的遮热板。 在该方式中,关于成型长条体中央部的成型模具的长度方向中央部,由中央加热 装置加热。另外,关于成型长条体的端部的成型模具的2个长度方向端部,由多个冷却装置 进行冷却。进一步,关于成型模具的长度方向中央部与长度方向端部之间的2个中间部,由 与中央加热装置不同的多个中间加热装置加热。在中央加热装置与中间加热装置之间配置 有遮热板,在冷却装置与中间加热装置之间也配置有遮热板。因此,能够给成型模具的多个 3 CN 111546546 A 说 明 书 2/10 页 部分、进而给长条体的多个部分带来合适的温度分布,例如,能够一边进行长条体的中央部 的橡胶的交联,一边抑制端部的橡胶的交联,同时还能够抑制变形和/或发粘、发泡等长条 体的异常。 优选的是,进一步具有控制装置,该控制装置对所述中央加热装置与所述中间加 热装置的加热进行控制。在该情况下,能够给成型模具的多个部分、进而给长条体的多个部 分带来更合适的温度分布。 本发明的一实施方式的长条体的制造方法是使用上述加工装置制造长条体的方 法,该方法具有以下步骤:将所述未交联的橡胶材料配置于所述成型模具的内部;以及一边 利用所述加压装置对所述成型模具的内部的所述橡胶材料进行加压,一边由所述橡胶材料 成型长条体。成型所述长条体的步骤具有:利用所述中央加热装置对所述成型模具的所述 长度方向中央部进行加热从而对所述橡胶材料的长度方向中央部进行加热的步骤;利用被 控制成比所述中央加热装置的温度低的温度的所述中间加热装置对所述成型模具的所述 中间部进行加热、从而对所述橡胶材料进行加热的步骤;以及利用所述冷却装置对所述成 型模具的所述长度方向端部进行冷却从而对所述橡胶材料的长度方向端部进行冷却的步 骤。 在该方式中,能够给成型模具的多个部分、进而给长条体的多个部分带来合适的 温度分布,例如,能够一边进行长条体的中央部的橡胶的交联,一边抑制端部的橡胶的交 联,同时还能够抑制变形和/或发粘、发泡等长条体的异常。 长条体的制造方法也可以进一步具有以下步骤:将通过成型所述长条体的步骤获 得的2个节段,以使得一个节段的端部与另一个节段的端部接近的方式,配置于所述成型模 具的内部;以及一边利用所述加压装置对所述成型模具的内部的所述节段进行加压,一边 将所述节段接合。将所述节段接合的步骤具有:利用所述中央加热装置对所述成型模具的 所述长度方向中央部进行加热从而对所述2个节段的端部进行加热的步骤;利用被控制成 比所述中央加热装置的温度低的温度的所述中间加热装置对所述成型模具的所述中间部 进行加热、从而对所述2个节段进行加热的步骤;以及利用所述冷却装置对所述成型模具的 所述长度方向端部进行冷却从而对所述2个节段的长度方向中央部进行冷却的步骤。 在该情况下,对于在节段成型时通过低温抑制了橡胶交联的节段的端部,可在节 段接合时利用中央加热装置加热至高温;对于在节段成型时通过高温进行了橡胶交联的节 段的长度方向中央部,可在节段接合时利用冷却装置进行冷却。通过这样,能够避免使相同 部分反复成为高温,能够抑制橡胶的过度交联。 附图说明 图1是本发明实施方式的长条体的加工装置的局部剖切主视图。 图2是上述加工装置的局部剖切侧视图。 图3是示出上述加工装置的使用方法的一例、并且示出上述加工装置的成型模具 的立体图。 图4是示出上述加工装置的使用方法的另一例、并且示出上述成型模具的立体图。 图5是示出上述加工装置的使用方法的一例的侧视图。 图6是示出长条体的制造步骤的例子的概略图。 4 CN 111546546 A 说 明 书 3/10 页 图7是示出长条体的接合步骤的例子的概略图。











