
技术摘要:
本发明属于数控加工技术领域,具体地涉及单机免算点自动找正的加工方法。通过使用自制测头采点程序,及根据不同加工要求设计的计算公式。实现点位采集和坐标系偏移角度点位的自动计算。以解决目前生产准备过程中人工点位找正计算偏移量,易有误差及效率慢的技术问题。 全部
背景技术:
对于航空机匣产品,很多异型零件需要通过孔系位置,来计算工件实际坐标系与 理论坐标系的坐标和角度的偏移量。传统方法首先使用杠杆百分表进行点位找正,再通过 CAM软件输入理论座标和实际座标,最后计算出坐标偏移角度及偏移量。计算输出后的结果 还需人工调教机床的参数,输入、输出均为手工操作易出错,且整个过程繁琐。需要一种带 有点位自动采集与计算功能的程序,自动进行点位找正计算并输入,使生产准备自动化,提 高生产效率。
技术实现要素:
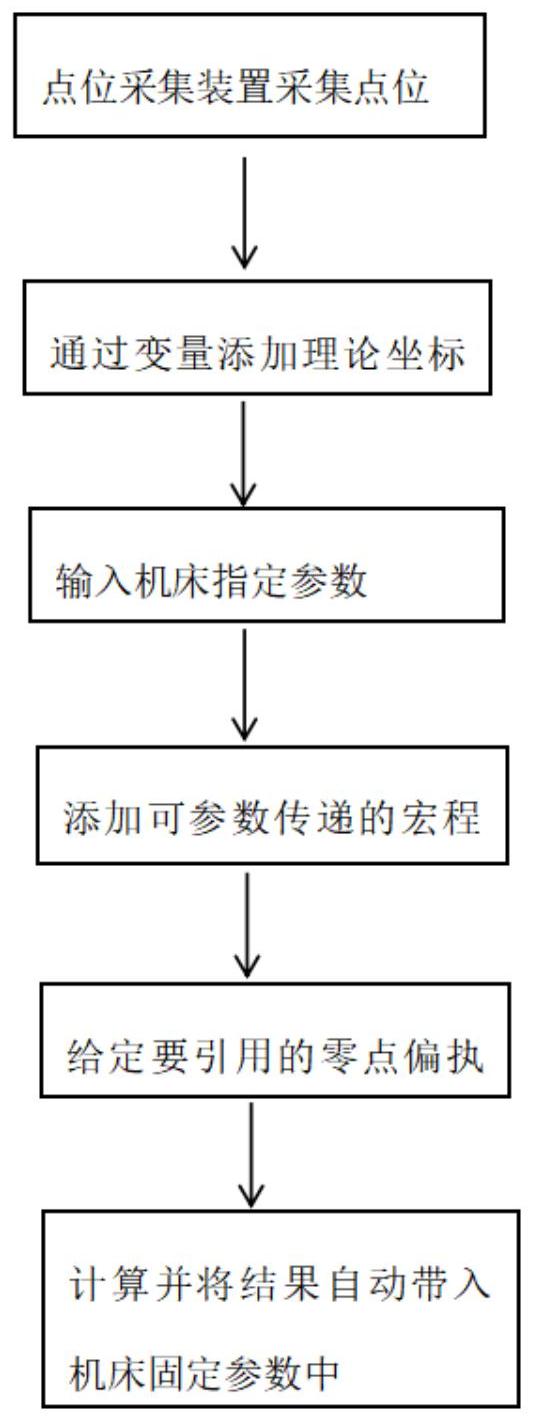
本发明的目的在于提供单机免算点自动找正加工方法,通过使用自制测头采点程 序,及根据不同加工要求设计的计算公式。实现点位采集和坐标系偏移角度点位的自动计 算。 以解决目前生产准备过程中人工点位找正计算偏移量,易有误差及效率慢的技术 问题。 技术方案 单机免算点自动找正的加工方法,包括如下步骤: 1)在机床上使用点位采集工具进行点位采集,并输入指定参数中; 步骤一 使用点位采集装置采集点位 步骤二 输入机床指定参数中以便后续调用。 2)使用两基准点计算中心点及旋转角度计算子程序,对工件进行计算。这种方法 这种方法用于工件任意放置于机床上,其实际编程中心为C点且该点位无法直接找正属于 空间虚拟点位,需要通过实际点A及实际点B坐标关系计算出来。通过图纸得知理论坐标点 A’点坐标(A’x,A’y)B’点坐标(B’点X,B’点Y)及点C’坐标(C’x,C’y)。计算出实际AB线与机 床实际X轴夹角α,理论A’B’线与理论夹角β。以及要求的C点坐标及旋转角度μ。 计算公式内容 公式内容: 理论点A’理论点B’理论点C’实际点A实际点B计算实际点C及旋转角度 角α为实际点与水平夹角等于ATAN2(B点Y值-A点Y,B点X-A点X) 角β为理论点与水平夹角等于ATAN2(B’点Y值-A’点Y,B’点X-A’点X) 坐标系旋转角度μ等于角β-角α 实际直线AB中点Zx=(Ax BX) 实际直线AB中点Zx=(Ay By) 理论直线A’B’中点Z’x=(A’x B’X) 4 CN 111552231 A 说 明 书 2/7 页 理论直线A’B’中点Z’y=(A’y B’y) A’B’中点与C’中点间距离L等于SQRT((A’x-C’x)平方 (A’y C’y)平方) 实际点Cx等于Zx’-sin角度μ*L 实际点Cy等于Zy’-cos角度μ*L 理论长度AB线长度等于SQRT((B点Y值-A点Y)平方 (B点X-A点X)的平方) 实际长度A’B’线长度等于SQRT((B’点Y值-A’点Y)平方 (B’点X-A’点X)的平方) 通用系统使用步骤: 步骤一 添加可参数传递的宏程序指令 步骤二 通过变量添加理论坐标值 步骤三 给定要引用的零点偏执代码运行程序后角度将输出固定位置以便在主程 序中调用; 角度输出R2即为旋转角度在程序中使用ROT即可进行旋转; 3)通过系统变量将计算后的旋转角度和中心偏置点位自动带入机床对应参数中; 之后便可使后续的加工程序在正确的位置加工,实现自动算点找正。 所述1)步骤一中使用FANUC系统中的高速跳转指令(SIEMENS系统中的测量指令) 编制点位测量程序。 所述1)步骤二中使用参数传递功能使测量后的点位传递至指定机床参数中,以便 后续计算子程序调用。 所述2)步骤一中点位计算公式根据系统进行子程序化; 所述2)步骤一中通过数控系统参数传递功能使子程序指令化; 所述1)中通用系统运用模式以Siemens系统为例使用如下: Extern L910(REAL,REAL,REAL) L910(测量直径,速度,输入偏置零点) 之后对两点位进行测量例如第一点位A输入G55第二点位输入G56被测孔径为50速 度为100 则两段测量程序为 L910(50,100,2) L910(50,100,3) 所述2)中步骤一步骤二步骤三通用系统运用模式以Siemens系统为例使用如下: EXTERN L8203(REAL,REAL,REAL,REAL,REAL,REAL)主程序中引导子程序参数调用 $P_UIFR[5,X,TR]=理论A点坐标值X $P_UIFR[5,Y,TR]=理论A点坐标值Y $P_UIFR[6,X,TR]=理论B点坐标值X $P_UIFR[6,Y,TR]=理论B点坐标值Y $P_UIFR[7,X,TR]=理论C点坐标值X $P_UIFR[7,Y,TR]=理论C点坐标值Y L8203(5,6,2,3,7,1)赋值前三项为提取理论坐标第四项和第五项为提取测头测 量的实际坐标最后一项为计算后的中心点实际坐标输入机床参数的位置1为G54...... M0 5 CN 111552231 A 说 明 书 3/7 页 T... G54加工程序与算点赋值指令最后一项的数值为对应关系G54对应赋值指令中的 1G55 对应2以此类推 ROT Z=R2坐标系旋转指令旋转角度为子程序输出的固定的变量R2 .....之后为加工程序 M30 所述3)中使用数控系统变量将子程序计算的结果自动的输入至机床系统中 所述2)步骤一计算程序中角度的计算使用ATAN2(Y,X)。这是西门子和FANUC识别 的一种用于计算点位相对于水平夹角的函数。 所述2)步骤一计算程序中理论长度AB线长度,实际长度A’B’线长度的计算结果若 相差较大即输入的点位有误。 技术效果 数控加工中心使用测头找正后直接输入设备操作系特定区域,实现自动生成所需 参数,程序自动读取,不需人为干预,降低了出错率,节省了时间,提高了生产效率。 附图说明 图1为本自动找正方法公式图; 图2为本自动找正方法构成图; 图3为本自动找正方法流程图。











