
技术摘要:
本发明提供了一种薄宽规格超级奥氏体不锈钢中板的制造方法,包括:(1)将两张中间坯叠加,在真空室中对中间坯四边进行电子束焊接复合得到钢坯;(2)采用先小压下后大压下的轧制规程对钢坯进行轧制得到复合钢板;(3)对复合钢板进行矫直和分离。采用本发明的方法得到的不锈 全部
背景技术:
随着船舶脱硫、石化行业等行业的需求端升级,市场对热轧不锈中厚板,特别是双 相钢、超级奥氏体等特殊用途的不锈钢需求逐渐增大,用户对不锈钢中厚板的规格需求逐 渐扩大,尤其是厚度小于等于5mm,宽度大于1800mm规格的中厚板需求激增如S31254、 S32750等,但由于钢板轧制变形抗力较大,轧制工艺窗口窄,采用单张轧制厚度往往超出中 厚板轧机极限,命中率较低。
技术实现要素:
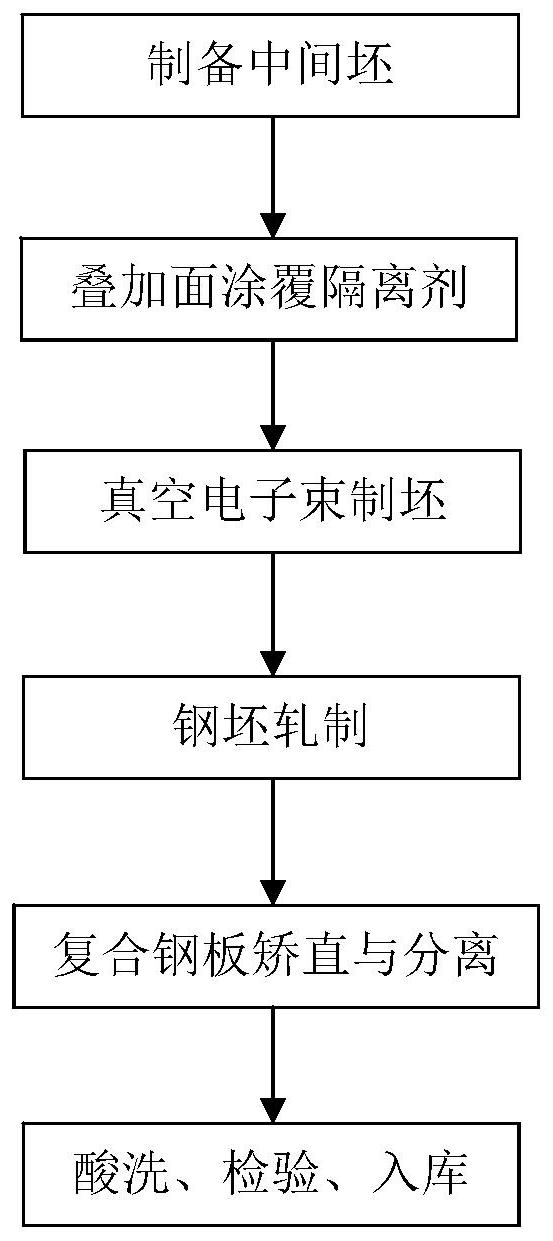
针对上述缺陷,本发明提供了一种复合叠轧生产薄宽规格超级奥氏体不锈钢中板 的制造方法,通过复合叠轧方式,解决厚度小于等于5mm,宽度大于1800mm规格的超级奥氏 体中板轧制生产问题。 本发明通过以下技术方案实现以上目的: 一种薄宽规格超级奥氏体不锈钢中板的制造方法,包括: (1)将两张中间坯叠加,在真空室中对中间坯四边进行电子束焊接复合得到钢坯; (2)采用先小压下后大压下的轧制规程对钢坯进行轧制得到复合钢板; (3)对复合钢板进行矫直和分离。 可选地,在步骤(1)中,所述中间坯进行叠加的表面涂覆隔离剂。 可选地,所述隔离剂是氧化镁系隔离剂,所述氧化镁系隔离剂的涂覆量是每平方 米中间坯涂覆110~130克。 可选地,所述隔离剂中还添加了聚乙烯醇,所述聚乙烯醇按照每平方米中间坯涂 覆10克进行配比。 可选地,在步骤(1)中,所述真空室的真空度小于10-2帕。 可选地,在步骤(2)中,所述先小压下后大压下的轧制规程是:前2~3个道次采用 不超过3%的压下量,之后采用10%~20%的压下量,总计采用14~16个道次完成轧制。 可选地,在步骤(2)中,所述轧制开始时,加热温度是1250~1290℃,加热时间是10 ~14min/10mm。 可选地,在步骤(2)中,所述轧制的终轧温度不低于880℃。 可选地,在步骤(3)中,所述矫直包括第一次矫直和第二次矫直;所述第一次矫直 采用粗辊大变形矫直,矫直压下量是5~6mm;所述第二次矫直采用粗辊细辊同时矫直,矫直 压下量是7~8mm。 可选地,在步骤(3)中,所述矫直的矫直压力是250~350吨。 3 CN 111715692 A 说 明 书 2/6 页 相比于现有技术,本发明的技术方案具有如下有益效果: (1)目前对于厚度小于等于5mm,宽度大于1800mm规格的S31254、904L、S32750等牌 号,由于中板轧机能力限制无法直接轧制,目前采用外委加工或改轧加工的方式生产,生产 成本、制造周期、质量保证方面均存在一定问题(辊印),采用此方法可解决此类订单生产中 的瓶颈问题。 (2)由于采用叠轧方式,轧制后的厚度精度优于常规轧制厚度精度,厚度同板差为 之前的一半,同时分离面氧化程度低,单面成品粗糙度水平更高,有益于高端用途的使用。 (3)对于超级奥氏体S31254等焊接要求高的钢种,采用真空电子束制坯与常规埋 弧焊抽真空制坯成本接近。制坯质量情况真空电子束制坯更优,且不受焊接材料限制,焊接 保证能力更强,综合考虑优选真空电子束焊接,制造成本也具有一定优势: a、与常规成品改轧工艺相比,此工艺不受冷轧改轧产能限制,且无轧辊辊印的质 量缺陷,成本上增加了制坯成本1800元,减少了改轧及一次热处理酸洗研磨的成本约2600 元。 b、与常规埋弧焊制坯相比,常规埋弧焊后抽真空成本:2050元(等离子切倒角,不 锈钢焊材),真空电子束焊接成本:1800元(不需要焊材)。 附图说明 图1是本发明薄宽规格超级奥氏体不锈钢中板制造方法的工艺流程图。











