
技术摘要:
本发明提供了一种高低压成套设备钣金壳体制造成型系统及方法,包括切边机构、滑移升降机构和整列机构,所述的滑移升降机构上安装有切边机构,所述切边机构的前后两侧位置分别安装有整列机构,所述的整列机构和切边机构均位于滑移升降机构的正上方;本发明解决了对于高 全部
背景技术:
钣金具有重量轻、强度高、导电、成本低、大规模量产性能好等特点,在电子电器、 通信、汽车工业、医疗器械等领域得到了广泛应用,随着钣金的应用越来越广泛,钣金件的 冲压加工变成了产品开发过程中很重要的一环; 对于高低压成套设备钣金壳体的制造成型工艺,是通过对长方型钣金的四个拐角 进行冲裁,再通过后续折弯焊接从而制成钣金壳体,现今对钣金的冲裁多为单片钣金独自 冲裁,此方式加工冲裁效率不高,并且现今对钣金冲裁没有整边对齐夹紧装置的固定,容易 造成同一批次生产的钣金出现个别尺寸不一致的情况发生,造成后续生产质量问题; 所以为了提高钣金的冲裁加工效率,提高钣金尺寸的精准性,增强钣金的生产质 量,本发明提供了一种高低压成套设备钣金壳体制造成型系统及方法。
技术实现要素:
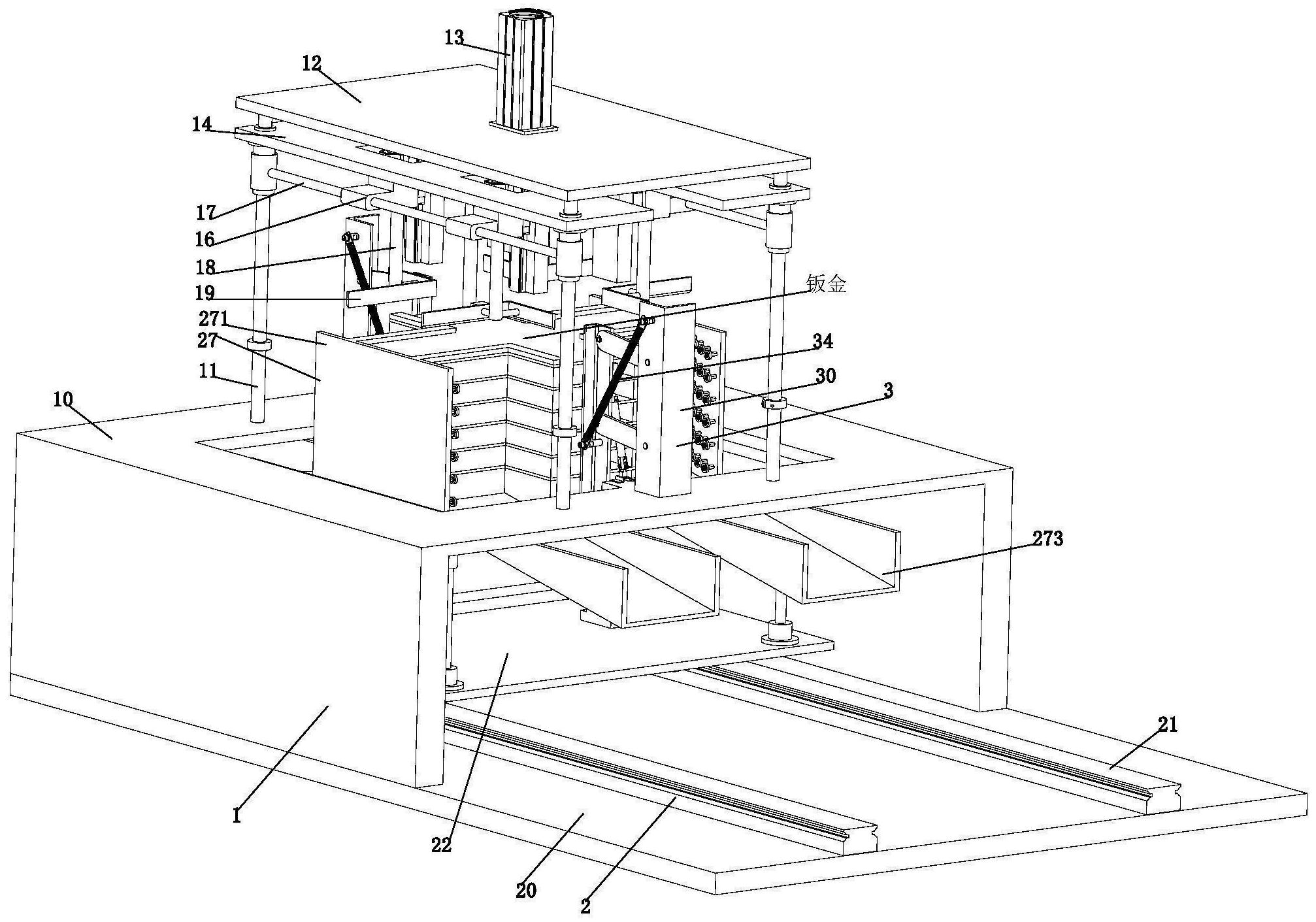
为了实现上述目的,本发明采用以下技术方案,一种高低压成套设备钣金壳体制 造成型系统,包括切边机构、滑移升降机构和整列机构,所述的滑移升降机构上安装有切边 机构,所述切边机构的前后两侧位置分别安装有整列机构,所述的整列机构和切边机构均 位于滑移升降机构的正上方;其中: 所述的切边机构包括平台底座、导向轴杆、顶部支撑板、液压气缸、压力板、滑轨导 座、下压滑块、滑套轴杆、冲杆刀座和切刀;所述的平台底座安装在滑移升降机构上,所述的 平台底座上围绕其圆周方向均匀安装有导向轴杆,所述导向轴杆的顶部轴端安装有顶部支 撑板,所述的液压气缸通过液压气缸座安装在顶部支撑板上,所述液压气缸的输出轴通过 法兰与压力板相互连接,所述的压力板通过滑动配合方式安装在导向轴杆上,所述的滑轨 导座均匀的安装在顶部支撑板上,所述的滑轨导座上通过滑动配合方式安装有下压滑块, 所述的滑套轴杆对称的安装在下压滑块上,且所述滑套轴杆的两端轴头通过滑动配合方式 与导向轴杆相互连接,所述的冲杆刀座安装在下压滑块上,所述冲杆刀座的下端轴头安装 有切刀;通过液压气缸推动压力板下落,通过压力板联动滑套轴杆沿着导向轴杆同步下降, 然后带动下压滑块顺着滑轨导座下落,再通过切刀进行冲裁处理。 所述的滑移升降机构包括底板、直线滑轨、电动滑台、直线导柱、转动马达、联动轴 杆、连杆和升降单元;所述的底板上通过销轴对称安装有直线滑轨,所述的直线滑轨上通过 滑动配合方式设置有电动滑台,所述的电动滑台上通过导向轴支座均匀的安装有直线导 柱,所述的转动马达通过转动座安装在电动滑台上,所述转动马达的输出轴通过联轴器与 联动轴杆相互连接,所述的联动轴杆通过轴杆支座安装在电动滑台上,所述的联动轴杆上 通过活动连接方式对称安装有连杆,所述连杆的顶部轴端与升降单元相互连接,所述的升 4 CN 111570602 A 说 明 书 2/4 页 降单元通过滑动连接方式安装在直线导柱上;通过电动滑台沿着直线滑轨移动到冲裁定位 点,再通过转动马达旋转联动轴杆,通过联动轴杆旋转推动连杆屈服使得升降单元沿着直 线导柱传送上升。 所述的整列机构包括立板支架曲柄连杆、整列挡板、执行气缸和压紧螺旋弹簧;所 述的立板支架安装在切边机构上,所述的立板支架上通过活动连接方式对称安装有曲柄连 杆,所述的整列挡板通过活动连接方式安装在曲柄连杆上,所述的执行气缸通过气缸座安 装在切边机构上,所述执行气缸的输出轴通过活动连接方式与整列挡板相互连接,所述的 压紧螺旋弹簧一端轴头通过销轴安装在立板支架上,所述压紧螺旋弹簧的另一端轴头通过 销轴与整列挡板相连接;通过压紧螺旋弹簧和执行气缸的压入力和吸引力使整列挡板结构 上下活动将钣金整齐排列,有利于定位冲裁的准确性。 所述的升降单元包括升降平台、支撑阻隔架和滑料槽;所述的升降平台上设置有 多组支撑阻隔架,所述的滑料槽均匀的安装在升降平台的底壁上;通过支撑阻隔架对多层 钣金进行间隔并对切口处进行压合,再通过滑料槽对冲裁废料进行排出。 优选的;所述的导向轴杆上设置有高度调节环,将所述的导向轴杆上设置有高度 调节环,便于有效的控制下切的深度,也起到了限位的作用,防止切刀向下过切,从而造成 过切干涉与滑料槽发生碰撞,造成机械部件的损坏。 优选的;所述升降平台的内壁上均匀设置有多组滑动轮,将所述升降平台的内壁 上均匀设置有多组滑动轮,便于人工放入待冲裁的钣金,通过滑动轮增强导入性,也便于冲 裁的钣金废料的向外排出。 此外,本发明还提供了一种高低压成套设备钣金壳体制造成型系统的处理方法, 具体的处理方法包括以下步骤: S1、钣金多层码放:通过人工将钣金件逐个归入码放到滑移升降机构中,便于一次 性冲裁多个钣金件; S2、钣金列齐固定:通过滑移升降机构顶升托起钣金件,再通过整列机构对钣金件 的两侧进行切边对齐; S3、冲裁处理:通过切边机构对上述S2整列对齐的钣金件进行冲裁加工,并通过滑 移升降机构将冲裁掉落的废料排出; S4、检验收集:通过工作人员对冲裁加工钣金件切口处进行检查,并记录钣金件的 切边外观状况的细节变化,然后再通过人工进行收取。 本发明的有益效果在于: 一、本发明通过切边机构实现多层位的冲裁作业,利用滑轨导座和下压滑块减轻 了上下往复运动的阻力,提高了对钣金冲裁的连贯性,并通过导向轴杆提供垂直导向的路 径,保证钣金切口的垂直度,提高了钣金加工的整体质量。 二、本发明通过整列机构双向贴边对压,使得钣金两侧的边距相互一致,并且起到 了对钣金的夹持作用,同时利于对后续冲刺位置的精确定位,使得多层钣金的冲裁尺寸和 边缘切口都是整齐一致的,保证了钣金冲裁的整体质量。 三、本发明通过滑移升降机构将多层钣金传送到上方的切边机构中进行冲裁作 业,通过电动滑台移动到冲裁定位点,再通过转动马达旋转推动连杆屈服使得升降单元传 送上升,通过切边机构切边接触升降单元然后对钣金进行冲裁,既提高了钣金冲裁的加工 5 CN 111570602 A 说 明 书 3/4 页 效率也保证了钣金冲裁的整体质量。 附图说明 下面结合附图和实施例对本发明进一步说明。 图1是本发明的主视位置立体结构示意图; 图2是本发明的后视位置立体结构示意图; 图3是本发明的后视位置局部剖切立体结构示意图; 图4是本发明图2中的A处局部放大图; 图5是本发明图3中的B处局部放大图;











