
技术摘要:
本发明公开了一种螺纹孔薄壁补焊法,其包括开设在工件上的螺纹孔,工件的一侧壁为与螺纹孔厚度较小的薄壁,将螺栓旋入螺纹孔内,垂直于螺栓的轴向方向由工件薄壁的一端至另一端采用断续点焊压覆焊法焊接一条焊道,沿螺栓轴向方向依次焊接多条连续的焊道并形成铺满薄壁 全部
背景技术:
现有技术中,机械零件许多都是通过螺纹连接来进行拼接组装形成一个能够正常 运转的装置,但是由于使用磨损螺纹孔外壁变薄,对连接结构的稳定性产生影响,且再较大 的装置内若发生两个零件之间由于螺纹孔外壁破损发生断开连接,很容易造成危险,而且 许多螺纹孔开设在靠近零件边缘或角落位置,其一侧或多侧的壁体本身就很薄,发生磨损 后,螺纹连接的强度不能满足使用的需求,更容易使得螺纹连接断开。 所以需要对螺纹孔壁进行加厚处理,现有技术中对螺纹孔壁体加厚处理通常采用 直线焊接或断续焊补的方法对壁体增厚,但是由于这两种焊接方法热输入过大,很容易导 致螺纹孔内的螺纹结构被破坏或是螺纹孔壁体熔穿,虽然螺纹孔的薄壁加厚了,但是螺纹 孔结构被破坏同样无法满足使用的需求,无法实现将零件之间稳定连接的效果。 有鉴于此特提出本发明。
技术实现要素:
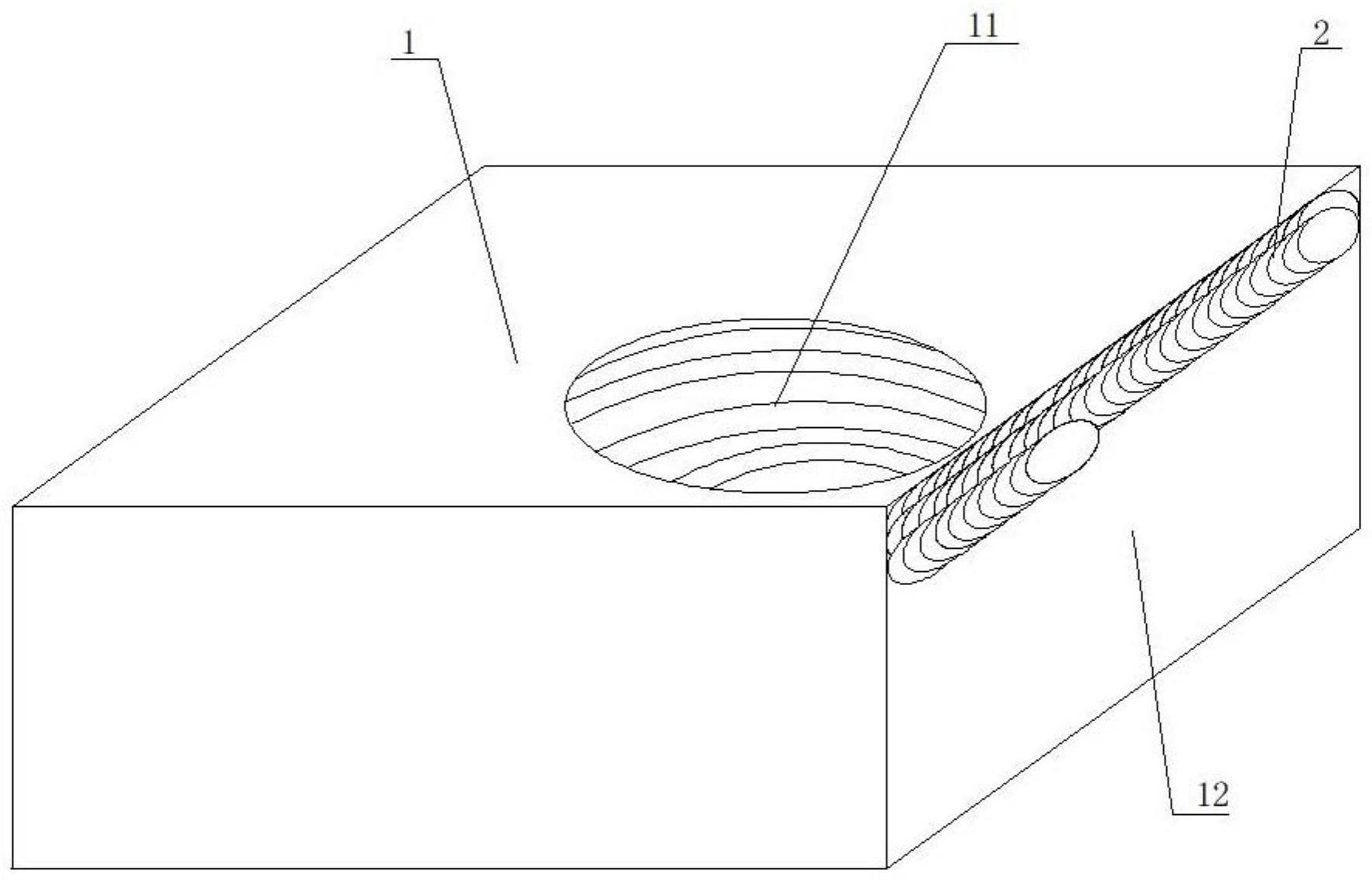
本发明要解决的技术问题在于克服现有技术的不足,提供一种螺纹孔薄壁补焊 法,以实现在不破坏螺纹孔内螺纹结构的情况下对螺纹孔薄壁加厚的目的。 为解决上述技术问题,本发明采用技术方案的基本构思是: 一种螺纹孔薄壁补焊法,,其包括开设在工件上的螺纹孔,工件的一侧壁为与螺纹 孔厚度较小的薄壁,将螺栓旋入螺纹孔内,垂直于螺栓的轴向方向由工件薄壁的一端至另 一端采用断续点焊压覆焊法焊接一条焊道,沿螺栓轴向方向依次焊接多条连续的焊道并形 成铺满薄壁的焊面,通过形成一整层的焊面,能够加厚薄壁使工件符合使用要求。 进一步,断续点焊压覆焊法为在上一焊点三分之二处起弧,在螺纹孔外薄壁上前 进1mm后熄弧,停顿3-5秒后再进行下一焊点操作,每次在薄壁上焊接的长度较短,通过多次 连续补焊,完成一条焊道,同时每个焊点焊接完毕后需要停顿3-5秒使薄壁温度下降后再次 进行补焊。 进一步,使用断续点焊压覆焊法将一条焊道焊接完毕后,下一条焊道同样采用断 续点焊压覆焊法焊接且压覆上一条焊道三分之二,压覆薄壁三分之一,多条焊道之间相互 压覆,增加薄壁厚度。 进一步,下一条焊道压覆上一条焊道的宽度为1mm-2mm。 进一步,具体步骤如下: S1:清除工件表面油漆等影响焊接质量的杂质; S2:将螺栓旋入螺纹孔内; S3:由靠近螺纹孔开孔一侧的壁体处垂直螺栓插入方向的一端向另一端开始采用 断续点焊压覆焊法焊接出一条焊道; 3 CN 111570978 A 说 明 书 2/5 页 S4:完成一条焊道的修补工作后向远离螺纹孔开孔一侧的壁体处依次焊接多条焊 道,使螺纹孔外侧壁均匀覆盖有焊道; S5:修补完成。 进一步,步骤S4中,完成一条焊道的焊接后,停顿至少5分钟后再次进行下一条焊 道的焊接,整条焊道焊接完毕后,薄壁温度过高,需要冷却后再次进行下一条焊道的焊接。 进一步,进行下一条焊道的补焊之前,旋转螺栓90-270度,螺栓吸收热量后,靠近 薄壁一侧温度较高,需要旋转螺栓后,再次进行补焊。 进一步,步骤S2中,螺栓表面涂有润滑油。润滑油能够起到很好的吸热导热的作 用。 进一步,步骤S4中,将螺纹孔同一外侧壁的多条焊道起弧点与收弧点分别采用断 续点焊压覆焊法重熔。 进一步,螺纹孔外侧壁多个起弧点与收弧点重熔后,在薄壁上靠近螺纹孔开孔处 的焊道上使用断续点焊压覆焊法进行覆盖焊接,使该条焊道厚度达到1.5mm-2.5mm。 进一步,对薄壁上补焊处进行打磨,并形成光滑平面。 进一步,断续点焊压覆焊法采用TIG焊进行补焊,其中焊丝为φ1.2mm细丝,焊接电 流参数:40A-50A。 采用上述技术方案后,本发明与现有技术相比具有以下有益效果: 对螺纹孔薄壁处补焊加厚,使螺纹孔壁厚度达到使用要求,同时在补焊过程中能 够保护螺纹孔及薄壁结构的完整,通过螺纹连接时,螺纹孔与螺栓紧密连接,且本方案可操 作性强。 下面结合附图对本发明的











