
技术摘要:
本公开内容涉及一种用于使构件真空成型的系统。该系统包括基座和定位在基座上的多个模具节段。多个模具节段可移除地联接在一起以限定构造成用于形成构件的模具腔。基座和多个模具节段中的一个或多个共同限定系统的多个真空室中的对应真空室。真空室中的至少一个与其它 全部
背景技术:
风力被认为是目前可获得的最清洁、最环境友好的能源中的一种,且风力涡轮在 该方面获得了增加的关注。现代的风力涡轮典型地包括塔架、安装在塔架上的机舱、定位在 机舱中的发电机,以及一个或多个转子叶片。一个或多个转子叶片使用已知的翼型件原理 将风的动能转换成机械能。传动系将机械能从转子叶片传送到发电机。发电机然后将机械 能转化成电能,该电能可供应至公用网。 每个转子叶片大体上包括各种节段,诸如沿转子叶片的前缘和后缘结合在一起的 压力侧节段和吸入侧节段。使用合适的模制过程(诸如真空成型)来形成节段。例如,在典型 的真空成型操作中,将加热的,柔软的热塑性材料片放置到模具的模具腔中。然后在模具腔 内产生真空,使得热塑性材料符合模具腔的形状。然后将现在具有节段中的一个形状的热 塑性材料冷却并从模具腔中取出。 在某些情况下,模具可为模块化的。即,模具可由可移除地联接在一起的多个模具 节段形成。此类模块化构造降低模具成本,且促进对模具更容易且成本效益更合算的修改。 然而,每个模具节段之间的接头可产生真空泄漏。 因此,在本领域中将欢迎用于真空成型构件(诸如风力涡轮构件)的改进系统,以 及使用该系统形成此类构件的相关联的方法。
技术实现要素:
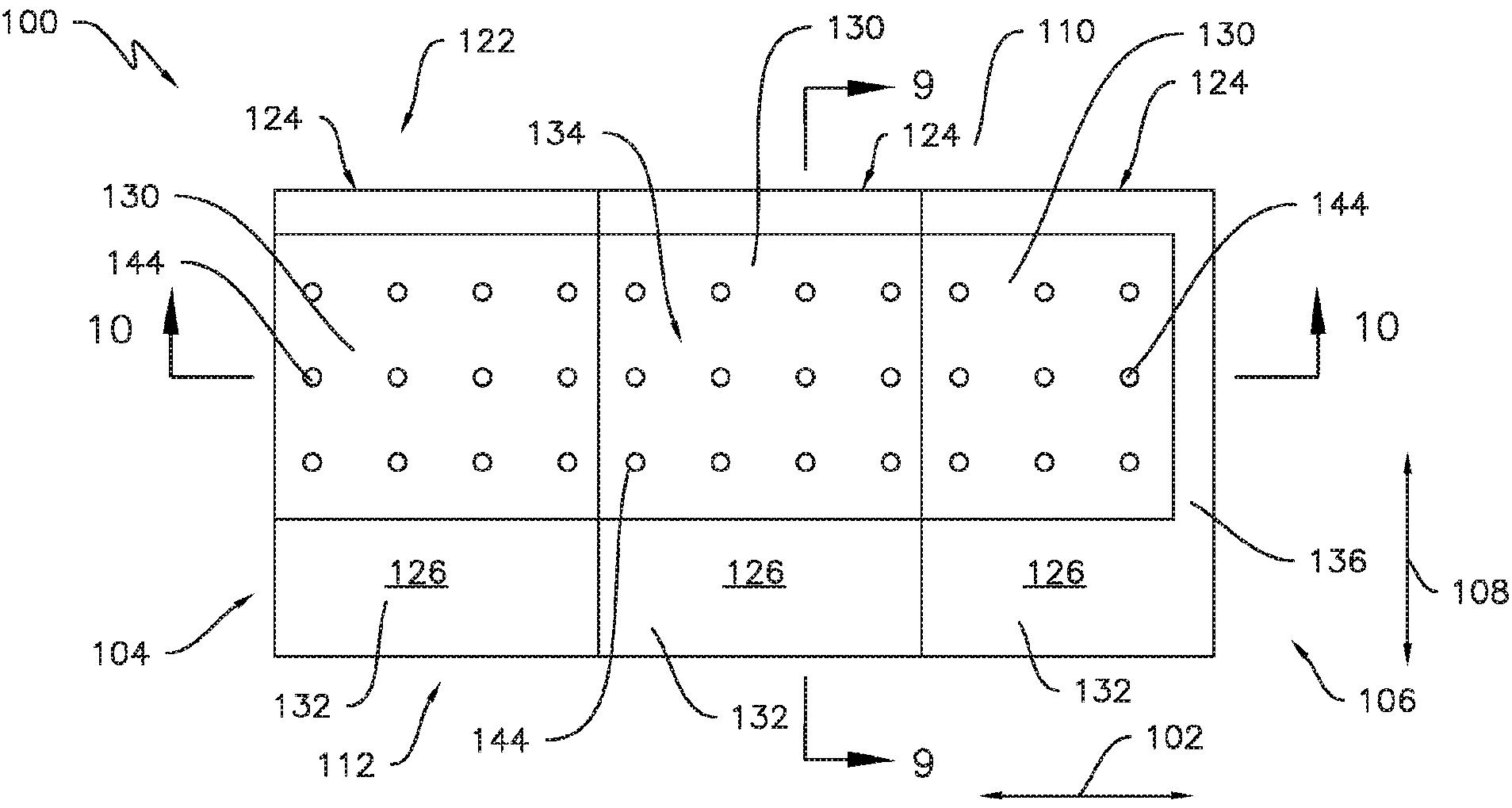
该技术的方面和优点将在以下描述中部分地阐述,或可从描述中清楚,或可通过 实施该技术来获悉。 在一方面,本公开内容涉及一种用于使构件真空成型的系统。该系统包括基座和 定位在基座上的多个模具节段。多个模具节段可移除地联接在一起以限定构造成用于形成 构件的模具腔。基座和多个模具节段中的一个或多个共同限定系统的多个真空室中的对应 真空室。一个或多个真空室与其它真空室流体隔离。多个模具节段中的一个或多个还限定 多个真空通路,该多个真空通路流体地联接模具腔和对应的真空室。 在另一方面,本公开内容涉及一种用于形成用于风力涡轮的转子叶片节段的方 法。方法包括将多个模具节段可移除地联接在一起以形成转子叶片板的模具。多个模具节 段中的一个或多个限定模具的模具腔的一部分。模具腔构造成形成转子叶片板的外蒙皮。 多个模具节段中的一个或多个部分地限定模具的多个真空室中的对应真空室。每个真空室 与每个其它真空室流体地隔离。多个模具节段中的一个或多个还限定多个真空通路,该多 个真空通路流体地联接模具腔和对应的真空室。该方法还包括将多个模具节段中的一个或 多个加热到成型温度。该方法还包括将热塑性片放置在模具上,使得热塑性片的至少一部 4 CN 111601698 A 说 明 书 2/12 页 分定位在模具腔内或上方。另外,该方法包括向多个真空室中的一个或多个选择性地施加 真空。当将真空施加到对应的真空室时,热塑性片与由每个模具节段限定的模具腔的部分 相符,使得在将真空施加到所有真空室之后,热塑性片形成转子叶片节段的外蒙皮。 在另一方面,本公开内容涉及一种用于使用真空成型模具组件来使构件真空成型 的方法。真空成型模具组件包括多个模具节段,该多个模具节段可移除地联接在一起以形 成转子叶片板的模具。多个模具节段中的一个或多个限定模具的模具腔的一部分。模具腔 构造成形成转子叶片板的外蒙皮。多个模具节段中的一个或多个部分地限定模具的多个真 空室中的对应真空室。多个真空室中的一个或多个与每个其它真空室流体地隔离。多个模 具节段中的一个或多个还限定多个真空通路,该多个真空通路流体地联接模具腔和对应的 真空室。该方法还包括将多个模具节段中的每个加热到成型温度。该方法还包括将热塑性 片放置在模具上,使得热塑性片的至少一部分定位在模具腔内或上方。该方法还包括向多 个真空室中的一个或多个选择性地施加真空,使得当热塑性片符合模具腔时,热塑性片基 本没有褶皱。 参照以下描述和所附权利要求书,本技术的这些和其它特征、方面和优点将变得 更好理解。结合于该说明书中且构成该说明书的一部分的附图示出该技术的实施例,且连 同描述一起用来解释该技术的原理。 附图说明 针对本领域普通技术人员的本技术的完整且开放(enabling)的公开内容(包括其 最佳模式)在参照附图的说明书中阐述,在附图中: 图1是根据本公开内容的方面的风力涡轮的一个实施例的透视图; 图2是根据本公开内容的方面的风力涡轮的模块化转子叶片的一个实施例的透视图; 图3是根据本公开内容的方面的图2中示出的模块化转子叶片的分解视图; 图4是根据本公开内容的方面的模块化转子叶片的前缘节段的一个实施例的截面视 图; 图5是根据本公开内容的方面的模块化转子叶片的后缘节段的一个实施例的截面视 图; 图6是根据本公开内容的方面的图2的模块化转子叶片的截面视图; 图7是根据本公开内容的方面的图2的模块化转子叶片的截面视图; 图8是根据本公开内容的方面的用于使构件真空成型的系统的一个实施例的顶视图; 图9是根据本公开内容的方面的大体上沿线9-9截取的图8中示出的系统的截面视图; 图10是根据本公开内容的方面的大体上沿线10-10截取的图8中示出的系统的截面视 图; 图11是根据本公开内容的方面的模具节段的一个实施例的截面视图; 图12是根据本公开内容的方面的用于使构件真空成型的系统的一个实施例的示意图; 图13是根据本公开内容的方面的用于使构件真空成型的系统的一个实施例的顶视图, 特别地示出放置在系统的模具上的热塑性片; 图14是根据本公开内容的方面的用于使构件真空成型的系统的一个实施例的截面视 图,特别地示出符合该系统的模具腔的热塑性片; 5 CN 111601698 A 说 明 书 3/12 页 图15是根据本公开内容的方面的用于使构件真空成型的系统的一个实施例的透视图, 特别地示出具有定位在模具上方的三维打印机的系统的模具; 图16是根据本公开内容的方面的用于使构件真空成型的系统的一个实施例的透视图, 特别地示出三维打印机,该三维打印机打印转子叶片板的结构构件的第一数量的层; 图17是根据本公开内容的方面的用于使构件真空成型的系统的一个实施例的侧视图, 特别地示出三维打印机,该三维打印机打印转子叶片板的结构构件的第二数量的层; 图18是根据本公开内容的方面的用于使构件真空成型的系统的一个实施例的侧视图, 特别地示出三维打印机,该三维打印机打印转子叶片板的后缘延伸部; 图19是示出根据本公开内容的方面的用于使构件真空成型的方法的一个实施例的流 程图;以及 图20是示出根据本公开内容的方面的用于使构件真空成型的方法的另一实施例的流 程图。 本说明书和图中的参考符号的重复使用意在表示本技术的相同或相似的特征或 元件。











