
技术摘要:
本发明公开一种自由曲面加工中双NURBS路径极限速度的计算方法,包括以下步骤:(1)根据已知离散刀尖文件的数据点,计算出NURBS曲线的控制顶点和节点矢量,定义刀尖点轨迹的拟合曲线。再通过线性关系计算刀轴方向上参与切削的数据点(简称刀轴点),用同样的方法定义出该点 全部
背景技术:
航空航天装备和高档制造装备等重点领域的发展对关键复杂零件的高效、高精度 制造、制造质量测评及控制技术提出了迫切要求。这些复杂零件往往是由复杂型面构造而 成,而这些复杂型面的几何质量又直接影响到相应功能零部件使用性能。NURBS路径规划作 为数控加工的核心技术之一,目前仍只有日本的FANUC、德国的SIEMENS和HEIDENHAIN等国 外少数公司掌握较完善的NURBS刀具路径关键技术。研究包括NRUBS在内的关键数控技术问 题,对我国装备制造业发展具有重要的现实意义。作为数控加工技术领域的一个重要课题, 国内外许多学者对此也展开了大量的研究工作。Chen[1]基于五轴NURBS实时插补算法获得 刀尖和刀轴两条NURBS曲线,然后通过泰勒级数展开得到各插补周期的伺服控制信号,从而 实现五轴NURBS曲线规律的同步伺服控制。WANG[2]依据插补精度与进给速度的关系,将 NURBS曲线划分为若干段,并对各个分段进行相应的速度规划处理。JOHN[3]提出了一种自 由曲面五轴高速加工的表面NURBS曲线插补方法,将零件表面转化为五轴曲面加工的时变 参数刀具路径。Langeron[4]提出分别采用两条NURBS曲线拟合刀轴点和刀具中心点轨迹生 成刀具加工路径,该方法生成的双NURBS曲线并不等距,因而不能唯一确定刀具姿态影响加 工精度。Zhang[5]等人在此基础上采用两条不同节点向量的NURBS曲线分别拟合轨迹,通过 参数同步模型实现同步插补提高插补精度。 [1]Chen Liangji,Li Huiying.5-axis Interpolation and Synchronous Serve Process With NURBS Method[J] .International Journal of Advancements in Computing Technology,2011,3(2):137-145. [2]WANG G Z,LIANG H B.An Acceleration-deceleration Control Method of NURBS Curve with Real-time Look ahead Function[J] .Machinery Design& Manufacture,2016(6):103-106. [3]JOHN C .J .Chiou ,Yuan-Shin Lee .Five-Axis High Speed Machining of Sculptured Surfaces by Surface-Based NURBS Path Interpolation[J] .Computer- Aided Design and Applications,2007,4(5):639-648. [4]Langeron J M ,Lartigue C .A new format for 5-axis tool path computation using B-spline curves[J].Computer Aided Design.2004,36(12):1219- 1229. [5]Zhang Jun,Zhang Liqiang,Zhang Shoujun,et al.Isometric double-NURBS synchronous interpolation algorithm for five-axis machining[J] .Compute Integrated Manufacturing Systems.2015,21(6):1523-1528. 3 CN 111736537 A 说 明 书 2/6 页
技术实现要素:
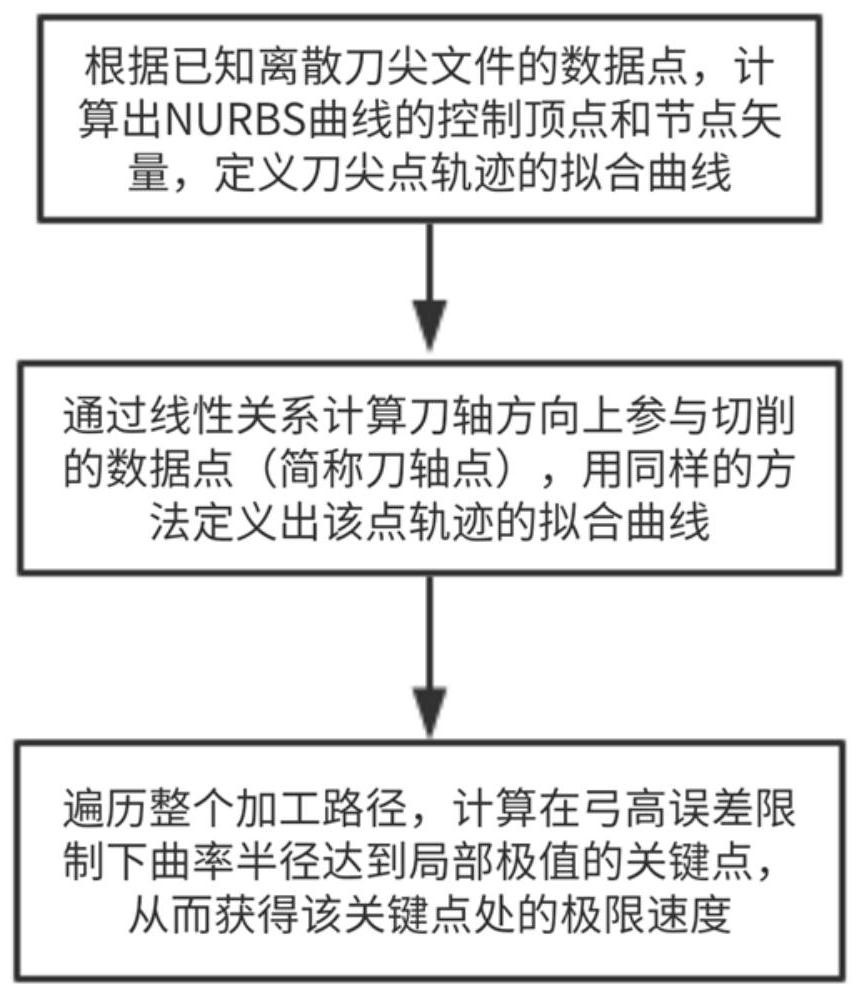
本发明的目的是为了克服现有技术中的不足,提供一种自由曲面加工中双NURBS 路径极限速度的计算方法,本发明提出对相邻五轴线性刀路建立G2连续的等距双NURBS平 滑转接模型,通过对刀尖点NURBS拟合曲线的一阶导矢函数积分求解定义域上插补路段的 曲线长度,再遍历整个加工路径,计算在几何误差约束和运动学约束限制下曲率半径达到 局部极值的关键点,从而获得该关键点处的极限速度。 本发明的目的是通过以下技术方案实现的: 一种自由曲面加工中双NURBS路径极限速度的计算方法,包括以下步骤: (1)根据已知离散刀尖文件的数据点即刀尖点,计算出NURBS曲线的控制顶点和节 点矢量,定义刀尖点轨迹的拟合曲线; 再通过线性关系计算刀轴方向上参与切削的数据点即刀轴点,计算出NURBS曲线 的控制顶点和节点矢量,定义刀轴点轨迹的拟合曲线,最终生成双NURBS路径; (2)通过对刀尖点NURBS拟合曲线的一阶导矢函数积分求解定义域上插补路段的 曲线长度,再遍历整个加工路径,计算在几何误差约束和运动学约束下曲率半径达到局部 极值的关键点,从而获得相应关键点处的极限速度。 进一步的,步骤(2)中计算在几何误差约束和运动学约束下曲率半径达到局部极 值的关键点: (vlim(uk)-vlim(uk-1)·(vlim(uk)-vlim(uk 1)≥0 其中,vlim(uk-1) ,vlim(uk) ,vlim(uk 1)分别表示第k-1,k,k 1个插补点在约束下的进 给速度,且k=1,2,...n。 进一步的,步骤(2)中,需要检查两个相邻临界点的速度可达性,并调整无法达到 的速度以使其满足可达性;计算在设定距离Lk内从vk达到的最大速度vmax和最小速度vmin;如 果vmin<vk 1<vmax,则vk 1是可以达到的,无需下一步处理;如果vmax<vk 1,则令vk 1=vmax;如 果vk 1<vmin,则计算Lk-1内能够达到的最大速度v*,若v *k-1>v ,则仍需回溯上一个插补段直 至满足当前速度小于当前设定距离内可达到的最大速度;其中,vk-1 ,vk,vk 1分别为第k-1 , k,k 1个关键点的速度,Lk-1,Lk分别表示在参数定义域[uk-1,uk],[uk,uk 1]上NURBS曲线的长 度,且k=1,2,...n。 与现有技术相比,本发明的技术方案所带来的有益效果是: 1.本发明的方法采用等距双NURBS曲线拟合加工路径可以在保证平稳性的前提下 实现自由曲面复杂轨迹的加工,并且可以唯一确定刀具姿态从而避免了现有技术中容易导 致加工振动进而造成工件加工精度下降的问题。 2.本发明的方法首先确定加工路径上曲率半径达到局部极值的关键点,再对该关 键点求解极限速度,为后续机床实际加工中提高加工速度做限制准备,从而提高加工效率。 1.本发明的方法采用等距双NURBS曲线拟合加工路径可以唯一确定刀具的空间姿 态,既保证了刀尖点移动速度平滑,也保证了刀轴转动速度平滑,避免了现有技术中速度波 动导致的加工振动进而造成工件精度下降的问题。 2.本发明的方法首先确定在插补过程中加工路径上曲率半径达到局部极值的关 键点,再仅对该关键点求解极限速度,为后续机床实际加工中提高加工速度做限制准备。避 免了逐步计算每一个插补点的速度后再比较大小确定极限速度,从而提高加工效率。 4 CN 111736537 A 说 明 书 3/6 页 附图说明 图1是等距双NURBS刀具路径示意图。 图2是本发明等距双NURBS刀具路径实际生成图。 图3是相邻插补点处的曲线长度图。 图4是加工路径极限速度的计算过程。 图5是关键点处极限速度变化图。 图6是本发明的流程示意图。











